[VIP第1年] 指数:3
[VIP第1年] 指数:3
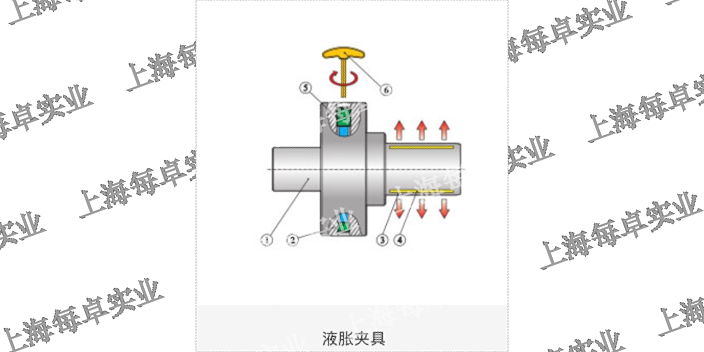
在机床技术不断朝着高速,高效,智能化方向发展的同时,也推动着夹具技术朝着高精,模块,通用的方向发展.随着现代社会的发展,人们对加工功能,加工质量都有更高的要求,加工夹具的种类也在逐渐增多.在机械加工中必须做到精细的测量和定位,同时科学设计液压夹具才能保证生产效率以及产品质量因此,必须加强工装夹具的定位科学设计方法研究力度,这样才能保障机械加工的生产效率。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。手动加压的液压夹具强烈建议使用扭力扳手并按推荐扭力值进行加压。奉贤区插齿刀液压夹具
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试奉贤区螺伞锥齿液压夹具液压夹具可实现多工位的装夹,提高工作生产率。

液压卡盘一般有三个组成部分:夹紧元件、中间传动机构和夹紧驱动力装置(1)夹紧元件:夹紧元件用来执行径向夹紧动作,直接与钻杆接触,传递中间机构传来的夹紧力。常用的夹紧元件为卡瓦(图5-1)。卡瓦式夹紧元件是依靠增力机构产生夹紧力,从而传递轴向力和与转矩。这种夹紧形式,当夹紧力不足时,容易打滑。卡瓦的数目一般为3~5个。卡瓦内表面常做成齿状的称为齿瓦。一般卡瓦内镶硬质合金块,与卡瓦体铜焊,镶块磨损后可更换。(2)中间传动机构:中间传动机构的作用是把动力从驱动力装置传给夹紧元件。在传力过程中,往往需要改变作用力的方向和大小,如将轴向运动和力改变成径向运动和夹紧力,传给夹紧元件,并要有增力作用,因此,它也是一个增力机构。为了保证夹紧的可靠性,绝大多数中间传动机构具有自锁性能。用于液压卡盘的中间传动机构有斜面增力夹紧机构、连杆增力夹紧机构和齿条齿轮--螺旋增力夹紧机构等多种。液压动力头岩心钻机的卡盘多用斜面增力夹紧机构。(3)夹紧驱动力装置:液压卡盘的驱动力常用弹簧夹紧,液压缸油压力的推力松开卡盘,即弹簧夹紧液压松开式卡盘。
液压螺母有以下优点1、适用于各种震动、快速转动、大力气设备和狭隘空间;2、经济高效、重量轻、精度高;3、可配手动液压泵、气动液压泵和电动液压泵;4、多个液压螺母可同时运用;;5、不必运用量表,而能借由结构规划中的量测环,准确而安稳的直接测出轴承所需的轴向逼进间隔;6、装置与拆开退卸套时,可运用同一标准的液压螺母,这是附量表或挂连结块等规划的液压螺母无法具备的;7、利用量测环附加螺丝来分解螺母更换损坏O形环,比通用规划节省时间与零件成本;8、可装置密封轴承,无需量测轴承内部间隙来确认轴承的轴向逼进量。控制油缸方向电磁换向阀、限制系统压力溢流阀、控制系统动作顺序阀及减压阀。根据实际需要选择阀门组合。
选择液压夹具时就要注意到型号,在实际的选择中就要根据不同的型号来看,不同的型号所对应的地方不同,着力点的效果也不同,型号差别效果也差别很大,所以选择适合的型号很重要的。同时在选择液压夹具时还要注意到液压夹具的品质,液压夹具的品质与材料、做工、生产设备等因素相关,很显然如果在材料和做工上不是很好,液压夹具的品质也好不到哪去,所以在选择材料选高质量的材料。而且做工也要更细致,准确度高,这样才是保障液压夹具品质。所以选择液压机械的时候要注重相关的生产厂家。作者:中夹智能科技链接:源:知乎著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。上海车床液压卡盘液压夹具厂家
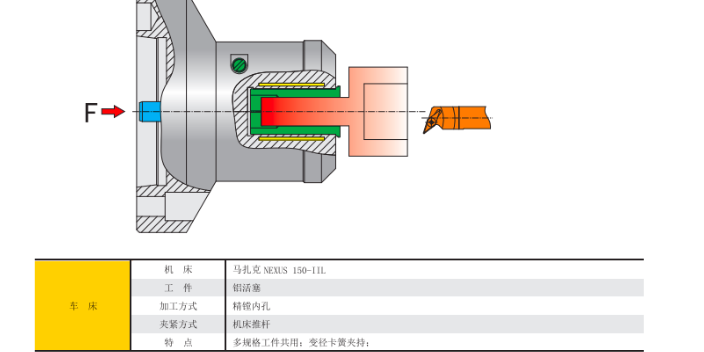
变径卡簧适用于多规格工件公用液胀夹具膨胀部位“空压”而导致的损伤。奉贤区插齿刀液压夹具
液压夹具设计中影响液压切边机剪切抗力的因素?液压夹具主要是用在零件的加工工艺过程的一类工具。所以设计液压夹具的时候,应考虑夹具的实用性,夹具设计的质量好坏,还关系到工件质量以及工作效率。影响液压切边机剪切抗力的因素分析单位剪切抗力的数值和材料的性质、剪切温度、剪切速度、剪刃形状、剪刃间隙及相对切入深度等因素有关。单位剪切抗力T的确定有实验曲线法和理论计算法两种。①金属性质:金属材料的强度极限与单位剪切抗力成正比关系。剪断时的相对切入深度小,即金属断的越早。因此单位剪切抗力与金属的强度和塑性有关。②剪切温度:钢板剪切时的温度越高,单位剪切抗力越小,剪断时相对切入深度则越大。③变形速度:热剪时,理论上变形速度与剪切速度成正比关系,单位剪切抗力随变形速度增加而增加;冷剪时,剪切速度对单位剪切抗力的影响很小,一般可不加以考虑。④剪刃侧向间隙:剪刃侧向间隙的大小,可以使剪切时的受力状况发生变化。当侧向间隙由零逐渐增大时,钢板的受力状况分别为压缩~剪切~弯曲状态,侧向间隙过小或过大都会使单位剪切抗力增加。因此,合理选择和保持剪刃侧向间隙的大小,可以帮助计算剪切抗力。⑤刀钝半径:刀钝半径的大小。奉贤区插齿刀液压夹具
文章来源地址: http://wjgj.chanpin818.com/daojujiajuca/qtdjjjdo/deta_21736377.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。