[VIP第1年] 指数:3
[VIP第1年] 指数:3
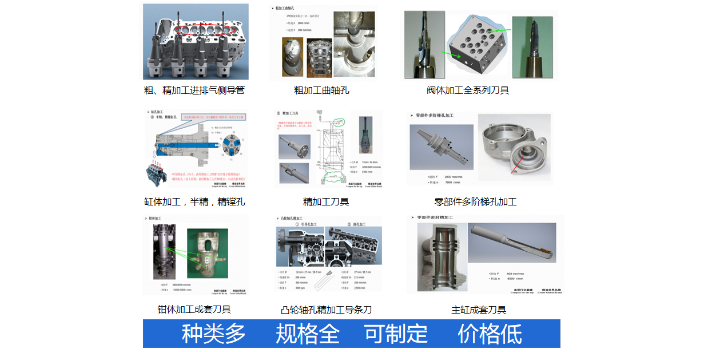
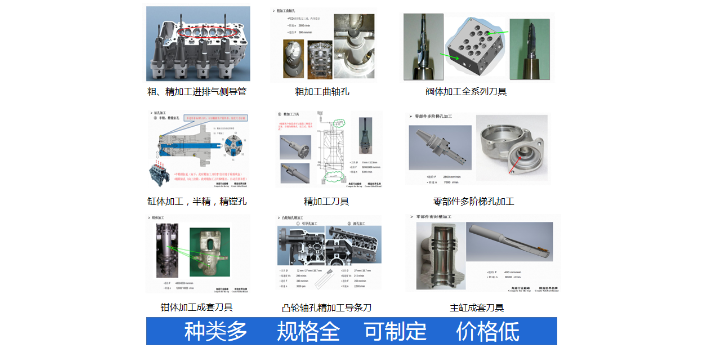
历经30多年的发展,五金行业为适应市场经济需要,历经萧条、改进与整合,一批有限责任公司企业迅速发展,产品结构有改善,产品附加值不断提高,行业产值和销售收入都较过去有大幅度增长,市场占比越来越大我国五金产业既要发挥作为传统产业的根基优势,又要不断推动钢材、建材(不含木材)五金交电、其他机械设备及电子产品(需要审批除外)、橡胶制品塑料制品计量器具机床附件的销售。机械加工,设备制造,深孔加工,模具制造,轧钢备件制造,轧辊制造,钢筋套筒加工,螺丝螺母加工,包装机械制造,滚丝轮加工,皮带轮加工,汽车制造,新能源的配套加工,工矿产品制造,食品机械制造,晋城数控刀具的特点,纺织机械制造。产业结构升级,提高**产品市场竞争力,早日实现由劳动力密集型向技术密集型产业的转型,晋城数控刀具的特点,缩短与国际五金行业水平的差距。销售企业必须抓住新的发展形势,加大科技创新,积极开展产品认证,晋城数控刀具的特点,加快企业技术改造力度,完善配套措施,积极创造条件,吸收外资,促进企业资产重组,只有这样才能在新形势下立于不败之地。特殊型式:包括强力夹紧、可逆攻丝 、复合刀具等 。目前数控刀具主要采用机夹可转位刀具。晋城数控刀具的特点
数控机床具有加工精度高、加工效率高、加工工序集中和零件装夹次数少的特点,对所使用的数控刀具提出了更高的要求。从刀具性能上讲,数控刀具应高于普通机床所使用的刀具。选择数控刀具时,首先要应优先选用标准刀具,必要时才可选用各种高效率的复合刀具及特殊的刀具。在选择标准数控刀具时,应结合实际情况,尽可能选用各种先进刀具,如可转位刀具、整体硬质合金刀具、陶瓷刀具等。在选择数控机床加工刀具时,还应考虑以下几方面的问题:1)数控刀具的类型、规格和精度等级应能够满足加工要求,刀具材料应与工件材料相适应。2)切削性能好。为适应刀具在粗加工或对难加工材料的工件加工时能采用大的背吃刀量和高进给量,刀具应具有能够承受高速切削和强力切削的性能。同时,同一批刀具在切削性能和刀具寿命方面一定要稳定,以便实现按刀具使用寿命换刀或由数控系统对刀具寿命进行管理。3)精度高。为适应数控加工的高精度和自动换刀等要求,刀具必须具有较高的精度,如有的整体式立铣刀的径向尺寸精度高达4)可靠性高。要保证数控加工中不会发生刀具意外损伤及潜在缺陷而影响到加工的顺利进行,要求刀具及与之组合的附件必须具有很好的可靠性及较强的适应性。晋城数控刀具的特点采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
刀具发展在人类进步的历史上占有重要的地位。中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现代的扁钻和锯已有些相似之处。然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。1783年,法国的勒内首先制出铣刀。1792年,英国的莫兹利制出丝锥和板牙。有关麻花钻的发明早的文献记载是在1822年,但直到1864年才作为商品生产。那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。1868年,英国的穆舍特制成含钨的合金工具钢。1898年,美国的泰勒和.怀特发明高速钢。1923年,德国的施勒特尔发明硬质合金。
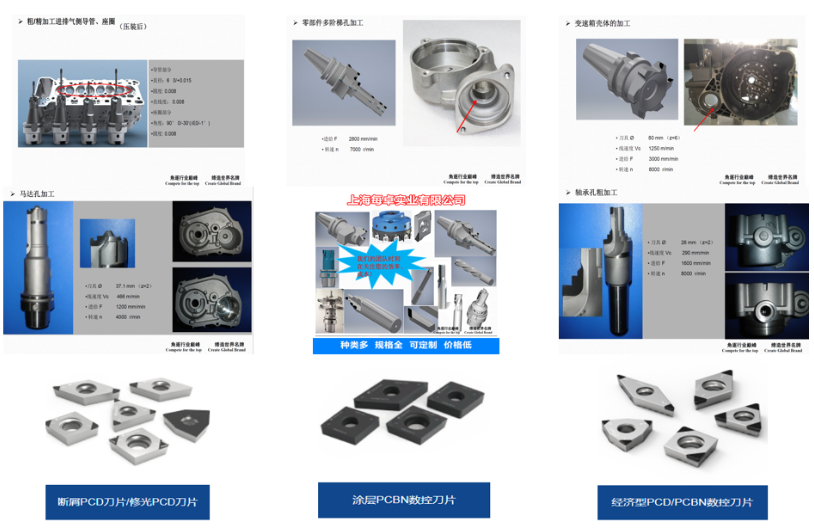
选择刀具的类型和规格时,主要考虑以下因素的影响:1)生产性质在这里生产性质指的是零件的批量大小,主要从加工成本上考虑对刀具选择的影响。例如在大量生产时采用特殊刀具,可能是合算的,而在单件或小批量生产时,选择标准刀具更适合一些。2)机床类型完成该工序所用的数控机床对选择的刀具类型(钻、车刀或铣刀)的影响。在能够保证工件系统和刀具系统刚性好的条件下,允许采用高生产率的刀具,例如高速切削车刀和大进给量车刀。3)数控加工方案不同的数控加工方案可以采用不同类型的刀具。例如孔的加工可以用钻及扩孔钻,也可用钻和镗刀来进行加工。4)工件的尺寸及外形工件的尺寸及外形也影响刀具类型和规格的选择,例如特型表面要采用特殊的刀具来加工。5)加工表面粗糙度加工表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,可采用粗齿铣刀,精铣时比较好用细齿铣刀。6)加工精度加工精度影响精加工刀具的类型和结构形状,例如孔的加工依据孔的精度可用钻、扩孔钻、铰刀或镗刀来加工。7)工件材料工件材料将决定刀具材料和切削部分几何参数的选择,刀具材料与工件的加工精度、材料硬度等有关。抗塑性变形基体与MT-TiCN、厚Al2O3、TiN 涂层的结合。
采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工件表面质量和尺寸精度也提高。由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。1938年,德国德古萨公司取得关于陶瓷刀具的。1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。这些非金属刀具材料可使刀具以更高的速度切削。1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片。1972年,美国的邦沙和拉古兰发展了物相沉积法,在硬质合金或高速钢刀具表面涂覆碳化钛或氮化钛硬质层。表面涂层方法把基体材料的韧性,与表层的高硬度和耐磨性结合起来,从而使这种复合材料具有更好的切削性能。数控刀具常用数控刀具材料,目前常用的刀具材料是高速钢与硬质合金。张家口数控刀具数控刀具
整体式:由整块材料磨制而成,使用时可根据不同用途将切削部分修磨成所需要形状。晋城数控刀具的特点
数控机床对刀具材料的要求较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。足够的强度和韧性刀具在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使刀具不崩刃和折断,刀具材料必须具有足够的强度与韧性,一般用抗弯强度表示刀具材料的强度,用冲击值表示刀具材料的韧性。较高的耐热性耐热性指刀具材料在高温下保持硬度、耐磨性、强度及韧性的性能,是衡量刀具材料切削性能的主要指标,这种性能也称刀具材料红硬性。较好的导热性刀具材料的导热系数越大,刀具传出的热量越多,有利于降低刀具的切削温度和提高刀具的耐用度。良好的工艺性为便于刀具的加工制造,要求刀具材料具有良好的工艺性能,如刀具材料的锻造、轧制、焊接、切削加工和可磨削性、热处理特性及高温塑性变形性能,对于硬质合金和陶瓷刀具材料还要求有良好的烧结与压力成形的性能。晋城数控刀具的特点
邯郸市永川物资有限公司位于邯郸市邯山区浴新南大街141号,是一家专业的钢材、建材(不含木材)五金交电、其他机械设备及电子产品(需要审批除外)、橡胶制品塑料制品计量器具机床附件的销售。机械加工,设备制造,深孔加工,模具制造,轧钢备件制造,轧辊制造,钢筋套筒加工,螺丝螺母加工,包装机械制造,滚丝轮加工,皮带轮加工,汽车制造,新能源的配套加工,工矿产品制造,食品机械制造,纺织机械制造。公司。在邯郸永川物资近多年发展历史,公司旗下现有品牌永川物资,株洲钻石,河一工,青海量具,关中工具等。公司不仅*提供专业的钢材、建材(不含木材)五金交电、其他机械设备及电子产品(需要审批除外)、橡胶制品塑料制品计量器具机床附件的销售。机械加工,设备制造,深孔加工,模具制造,轧钢备件制造,轧辊制造,钢筋套筒加工,螺丝螺母加工,包装机械制造,滚丝轮加工,皮带轮加工,汽车制造,新能源的配套加工,工矿产品制造,食品机械制造,纺织机械制造。,同时还建立了完善的售后服务体系,为客户提供良好的产品和服务。邯郸市永川物资有限公司主营业务涵盖数控刀具,机床附件,量具刃具,钻头,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。
文章来源地址: http://wjgj.chanpin818.com/daojujiajuca/skdjoa/deta_13969018.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。