[VIP第1年] 指数:3
[VIP第1年] 指数:3
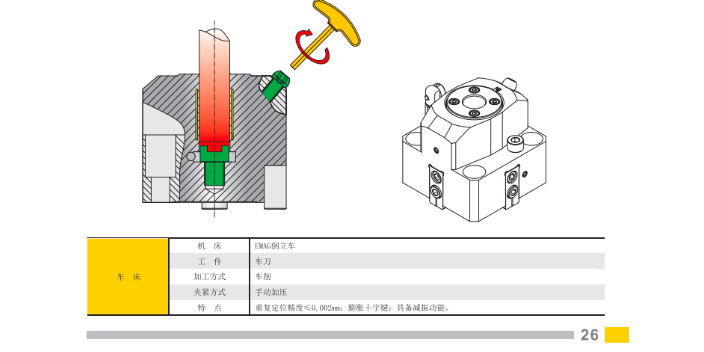
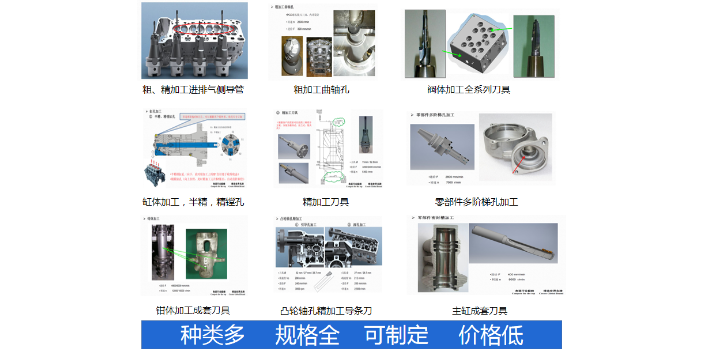
FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用,上海数控机床刀具,上海数控机床刀具。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。784960 非标刀具非标复合铰刀,上海数控机床刀具,一次性可完成几个孔的精铰,提高生产效率。上海数控机床刀具

PCD刀具是指使用聚晶金刚石(PolycrystallineDiamond)作为刀具切削刃的一种刀具。PCD是一种由许多微小金刚石颗粒通过高温高压工艺合成而成的材料,具有极高的硬度和耐磨性。PCD刀具之所以被称为PCD刀具,是因为其刀具切削刃采用了聚晶金刚石材料。聚晶金刚石是由许多微小的金刚石颗粒通过高温高压工艺合成而成的,这些颗粒之间通过金属结合剂连接在一起,形成了一个坚固的刀具切削刃。PCD刀具具有以下特点:高硬度:PCD刀具的硬度比传统的硬质合金刀具高几倍,能够在高速切削中保持刀具的尖锐度和耐磨性。耐磨性:PCD刀具的切削刃具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度,减少刀具更换的频率。优异的导热性:PCD刀具具有良好的导热性能,能够迅速将切削过程中产生的热量散发出去,减少刀具的热膨胀和变形。适用范围广:PCD刀具适用于加工各种材料,包括铝合金、铜合金、钛合金、复合材料等,具有***的应用领域。 上海可转位刀具定制非标刀具在机械加工中的运用非常多,非标刀具的种类也很多。

CBN刀具是指使用立方氮化硼(CubicBoronNitride)作为刀具切削刃的一种刀具。CBN是一种由氮化硼晶体合成而成的材料,具有极高的硬度和耐磨性。CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料。立方氮化硼是一种由硼和氮原子组成的晶体结构,具有类似金刚石的硬度和耐磨性,但在高温下更加稳定。CBN刀具具有以下特点:高硬度:CBN刀具的硬度比传统的硬质合金刀具高几倍,能够在高速切削中保持刀具的尖锐度和耐磨性。耐磨性:CBN刀具的切削刃具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度,减少刀具更换的频率。优异的导热性:CBN刀具具有良好的导热性能,能够迅速将切削过程中产生的热量散发出去,减少刀具的热膨胀和变形。适用范围广:CBN刀具适用于加工硬质材料,如高速钢、工具钢、铸铁、热处理钢等,具有***的应用领域。总之,CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料,具有高硬度、耐磨性和导热性等优点,适用于加工硬质材料。
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损超硬金刚石刀具是指用金刚石材料做成的刀具,是目前已经发现的、自然界中较硬的一种材料。
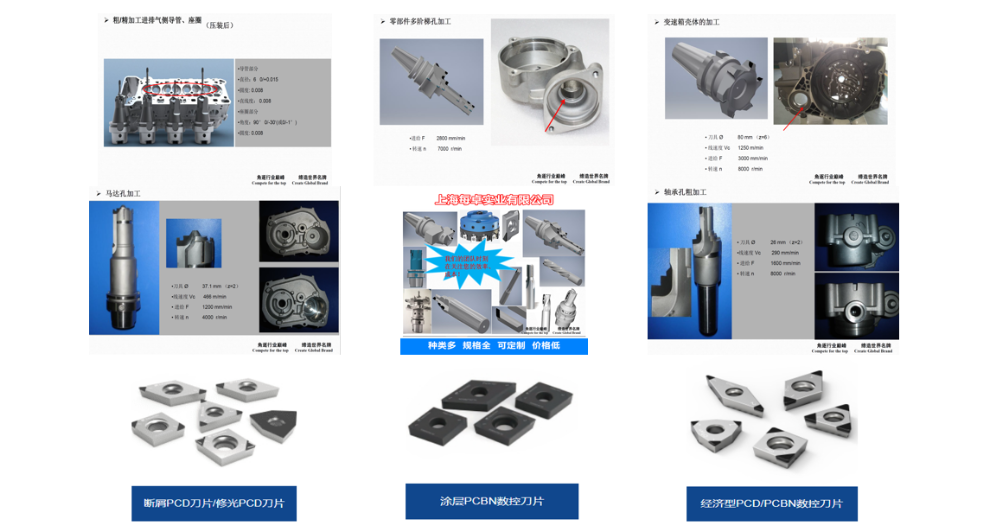
PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。致力于为客户提供稳定品质的机加工刀具。上海硬质合金刀具
根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。上海数控机床刀具
PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。上海数控机床刀具
文章来源地址: http://wjgj.chanpin818.com/daojujiajuca/skdjoa/deta_19787584.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。