[VIP第1年] 指数:3
[VIP第1年] 指数:3
空心钻头用量较少,加工批量小,因此设计钻头时应考虑其加工工艺问题,尽量以常用机加工设备和常用刀具实现加工及刃磨。切屑经前刀面流出,因此前刀面的形状直接影响切屑形状和排屑性能。切屑在流出过程中受到前刀面挤压和摩擦,进一步产生变形。切屑底层金属变形程度比较大,并沿前刀面产生滑移,使切屑底层长度较长,从而形成各种卷曲形状。使用空心钻头钻孔时,希望切屑成碎屑或带状屑,以利于排屑。为便于加工和刃磨,前刀面必须设计为平面,且不开断屑槽。前刀面在使用中不需要重磨。后刀面是空心钻头比较易重磨的面,也是磨损速度比较快的面,因此空心钻头的刃磨是以刃磨后刀面来实现。副后刀面分为内副后刀面和外副后刀面。从重磨角度来说,重磨内、外副后刀面不易实现,因此副后刀面应设计为不重磨形式。台州市椒江建设工程机械厂是一家生产销售钻头,有想法的可以来电咨询!北京取芯钻头批发商
高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。高速钢麻花钻材料为高速钢(HSS)。硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工。钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽较为常见。钨钢钻头多为麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钨钢钻头材料材料为钨钢,加工的硬度更高,但是相对于高速钢更加脆,使用不当时易断裂。台州冲击钻头厂旋挖钻机主要的功能是在地表形成孔槽,工作对象是浅层地。
1、开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象。2、使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象。3、开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏。4、钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度。出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀。5、硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米。6、硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击。7、入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整。8、钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业。9、缠绕在刀体上的铁屑过多时,可退刀后用勾子除去。
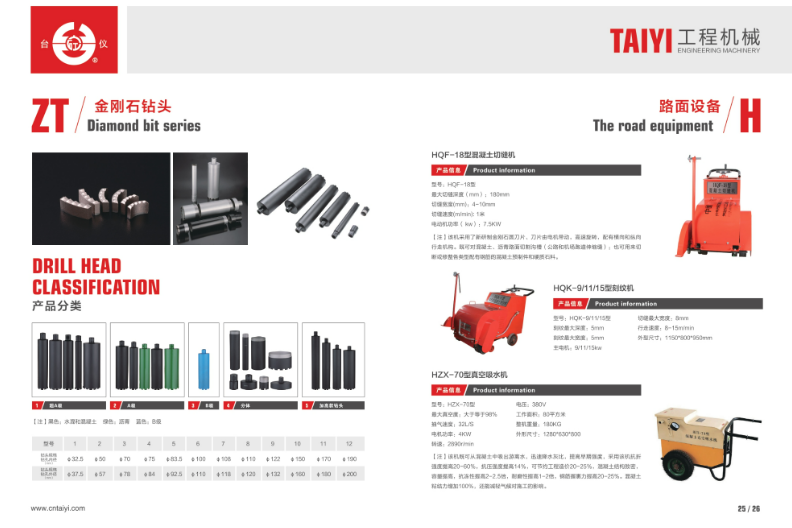
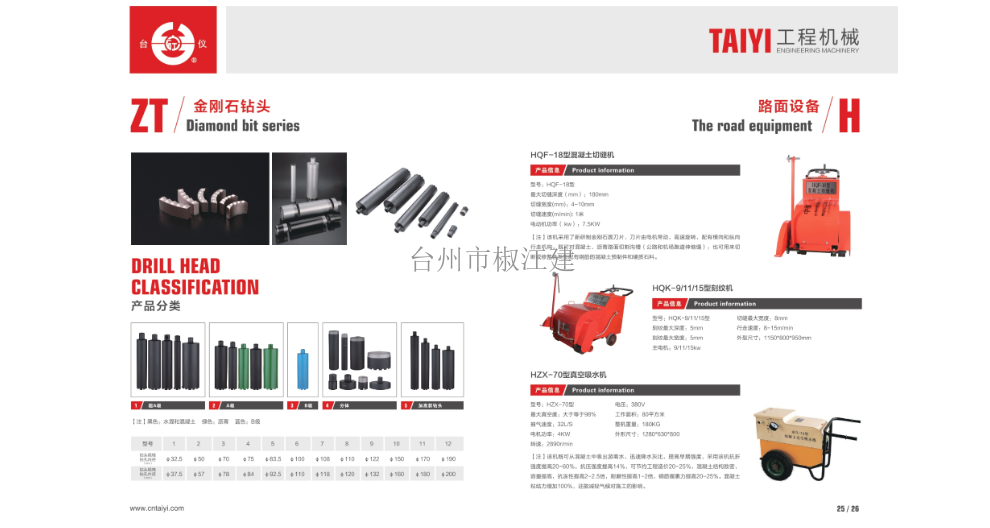
中心钻头分为两种类型,每种类型又有9种规格。中心钻是用来给物件的断面上加设中心空的设备,可以精确的预制定位,并且在定位范围内引导麻花钻头给物件打孔,误差非常的小。中心钻有二种类型,A型为单独的钻体,不带锥子钻头,B型则是带有护锥的中心钻。两者的区别在于作用上,当需要加工的中心孔直径较为10毫米以内时,一般采用A型中心钻,因为直径过小,A型的不带锥子的中心钻可操作性强,可以微调。钻头除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。台州市椒江建设工程机械厂为您供应钻头,期待您光临!

钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。由刃口往后磨后面。刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!上海凿岩钻头哪家优惠
购买钻头,就选台州市椒江建设工程机械厂,有想法可以来我司咨询!北京取芯钻头批发商
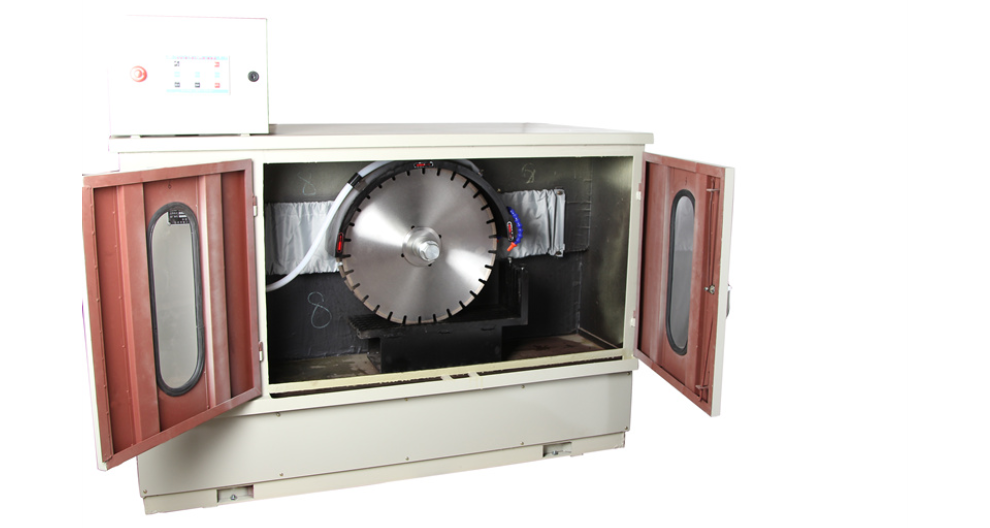
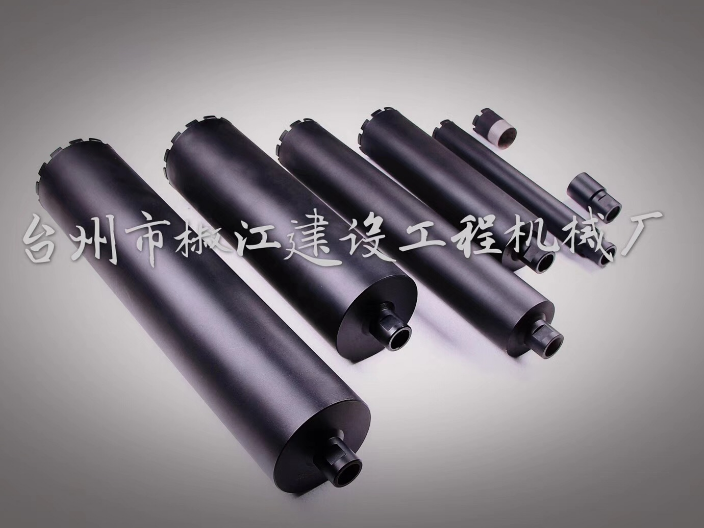
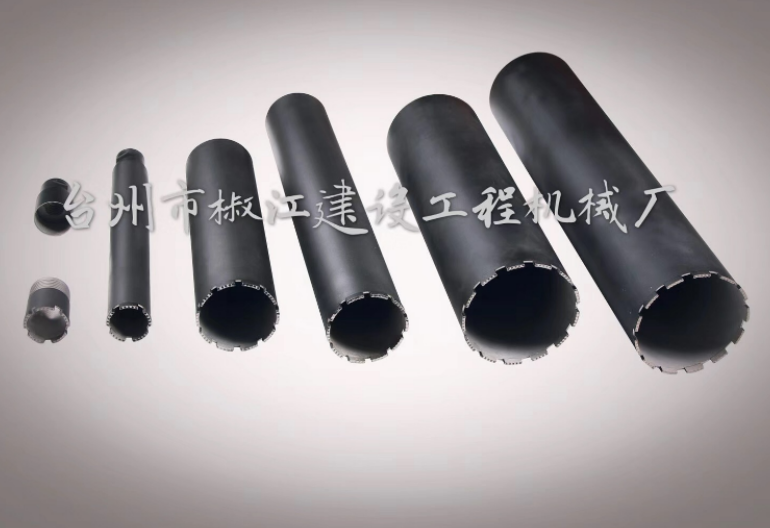
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等。钻头主要材质有:高速钢类;粉末冶金类;硬质合金类。空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等。该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍。空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具。北京取芯钻头批发商
文章来源地址: http://wjgj.chanpin818.com/daojujiajuca/zuantoudt/deta_20130111.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。