[VIP第1年] 指数:3
[VIP第1年] 指数:3
检验电阻焊的方法包括以下几个步骤:1.焊接外观检查:检查焊点表面是否光滑,有无气孔、裂纹、缩孔等缺陷。2.焊点尺寸检查:使用卡尺等测量工具测量焊点直径、高度等尺寸是否符合要求。3.焊接强度检查:通过拉伸试验等方法检查焊点强度是否符合要求。4.焊接质量稳定性检查:对同一批次的产品进行多次焊接,观察焊接质量是否稳定。5.可靠性测试:在模拟实际工况的条件下,对焊接产品进行长时间的使用测试,观察焊点是否出现疲劳、开裂等现象。6.阻抗测试:通过测试焊点的电阻、电感等参数,评估焊接质量。:使用X射线探伤设备对焊点内部进行检测,判断是否存在气孔、裂纹等缺陷。8.显微镜检查:使用显微镜观察焊点表面和内部的微观结构,判断焊接质量。9.破坏性测试:对焊接产品进行破坏性测试,观察焊点断裂位置和断裂方式,判断焊接质量。10.重复性测试:在同一条件下,对同一产品进行多次焊接测试,观察焊接结果的重复性。 电阻焊电极的选型和评价。湖南常规电阻焊电极直径

电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。 湖南常规电阻焊电极直径电阻焊电极的电流密度和热分布计算。

在进行电阻焊电极的寿命和更换周期估算时,需要考虑以下因素:1.材料和工艺因素:电阻焊电极的材质、制造工艺和精度都会影响其寿命和更换周期。一般来说,高硬度、耐磨损的材料可以提供更长的使用寿命。2.使用条件:使用条件如焊接电流、焊接时间、电极压力、冷却方式等都会影响电极的寿命。在高温、高电流或高压力等极端条件下,电极的磨损会加速,更换周期缩短。3.维护和保养:正确的维护和保养可以有效延长电极的使用寿命。这包括定期清理和修磨电极,确保电极与工件接触良好,避免局部过热或磨损。4.批次和质量控制:在生产过程中,批次和质量控制也是影响电极寿命的重要因素。批次不同或质量控制不严格可能导致电极性能不稳定,使用寿命缩短。估算电阻焊电极的寿命和更换周期的一般步骤如下:1.收集数据:收集同类电极在不同条件下的使用寿命数据,包括使用材料、制造工艺、使用条件、维护保养等信息。2.数据分析:对收集到的数据进行统计分析,找出影响电极寿命的关键因素,如电流、压力、温度等。
电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,什么是电阻焊接,它的基本原理是什么?

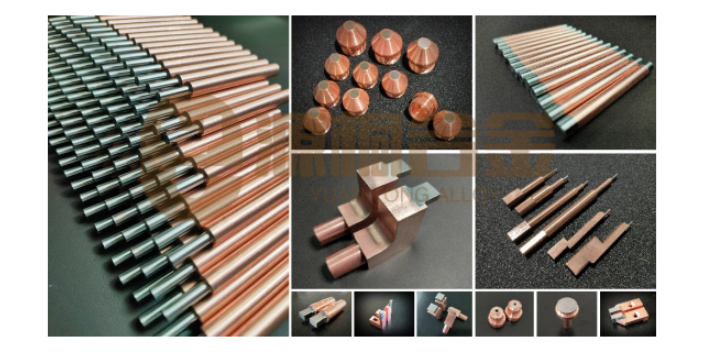
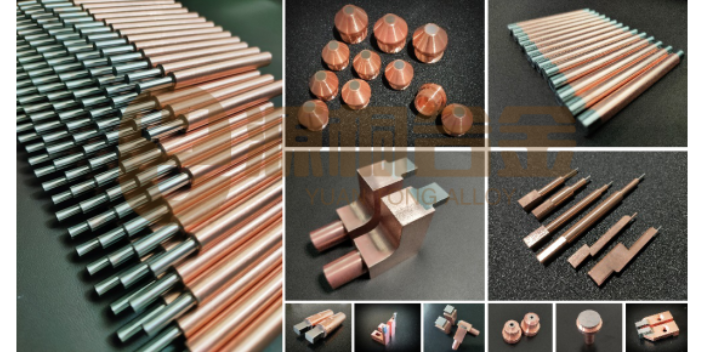
源桐合金制品(深圳)有限公司致力于钨、钼等难熔金属制品,钨铜、铍钴铜、氧化铝铜(镶嵌电极,镶钨电极,电阻焊电极,钨铜触头等)合金电极的研发生产。二十年来服务于电子、电力、汽车、电器、新能源等多领域多品种行业,多年的经验积累培养了一批专业的服务团队,从产品研发、生产制造到销售服务为客户产业创新和发展提供更好的产品解决方案。接下来的篇幅将简单介绍下本公司部分电极产品:镶嵌电极示例镶嵌电极是电阻点焊电极的一种,又称组合电极。镶嵌电极能很大限度地将热能集中在被焊工件之上,从而形成高效的熔核。同时,镶嵌电极的大部分铜棒易于设计为水冷,因此镶嵌电极在高温和大电流应用中比纯钨电极和纯钼电极更好。源桐的铜镶钨电极使用各种材料制成的钨焊头,杆根据需要采用紫铜、铬锆铜等材料。焊头与铜棒的结合采用钎焊等多种形式。镶钨电极示例镶钨电极是一种常用于高温高压环境下的电极材料,由钨和其他金属(如铜、银、钴等)组成。镶钨电极具有以下特点:高温高压下稳定性好:钨具有高熔点和高硬度,能够在高温高压下保持稳定性,不易熔化或变形。寿命长:镶钨电极的寿命比普通电极长,能够承受更高的电流和电压,不易受到腐蚀和磨损。合理选用电阻焊电极,提高焊接质量和效率。湖南常规电阻焊电极直径
导电性、持续时间长、良好的焊接性和机械性能是满足电阻焊的基本条件。湖南常规电阻焊电极直径
超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。湖南常规电阻焊电极直径
文章来源地址: http://wjgj.chanpin818.com/hjclyfjqh/qthjclyfj/deta_21266160.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。