[VIP第1年] 指数:3
[VIP第1年] 指数:3
什么是电阻焊?有几种类型?电阻焊是一种常用的焊接工艺,它利用电流通过接头产生的电阻热能将金属熔合在一起。电阻焊具有高效、快速、节能、环保等优点,应用于汽车、航空、电子、家电等领域。有以下4种类型:1.点焊:点焊是常见的电阻焊形式,它通过在两个电极之间放置待焊接的工件,然后通过电流加热熔化接触面,从而将两个工件焊接在一起。点焊主要用于薄板材料的连接。2.缝焊:缝焊与点焊相似,但它的电极是连续的,可以沿着工件移动。因此,缝焊可以用于焊接较长的接缝。3.凸焊:凸焊是一种多电极电阻焊形式,它可以在不同的位置同时加热多个接触点,从而将多个工件焊接在一起。凸焊主要用于连接不同厚度的工件。4.对焊:对焊是一种将两个工件端部加热并挤压在一起的方法。它主要用于金属材料的对接和搭接。

超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。天津质量电阻焊电极焊接简要分析各种电阻焊电极的特点。

如何正确选择电阻焊:1.明确需求:首先需要明确所需焊接的材料的类型、厚度以及所需的焊接质量。2.了解电阻焊的工作原理:电阻焊是将两个金属表面通过电极施加压力并通电,通过电流的作用使其接触面熔化,从而形成焊接的效果。不同金属的电阻率、熔点、导热性等物理性质差异很大,因此需要根据金属的类型和厚度等因素选择合适的焊接方法和参数。3.选择合适的电极:电极是电阻焊的关键部件之一,其质量和选择对于焊接效果至关重要。需要根据所需焊接的金属类型、厚度以及所需的焊接质量来选择合适的电极。4.调整焊接参数:电阻焊的焊接参数包括电流、通电时间、电极压力等。需要根据所需焊接的金属类型、厚度以及所需的焊接质量来调整这些参数。5.进行焊接试验:在进行正式的焊接操作之前,建议进行一些焊接试验来验证选择的电极和焊接参数是否合适。6.实施焊接:在确认电极和焊接参数之后,可以开始进行正式的焊接操作。在焊接过程中需要注意观察和控制焊接质量,及时调整参数以确保焊接效果。7.质量检测:完成焊接后需要对焊接质量进行检测,以确保满足要求。
什么是电阻焊设备?电阻焊设备是由电源、电极、本体和控制装置等部分组成,可完成电阻焊工艺或类似工艺。它可以是一个单独的设备,也可以是一个综合机械设备的一部分。电阻焊的组成设备一般电阻焊设备由三个主要部分组成。1.机械装置:由机架、加压机构、传动机构、夹紧送料机构等组成。2.性能要求:机身:有足够的刚性、稳定性和满足安装要求的能力。目前大多采用钢板或钢管接结构。3.增压机制:良好的跟随性,可提供恒定或可变的压力曲线。有杠杆传动、电动凸轮传动、气压传动、气液传动等形式。电极可以直线或圆弧移动,但直线是很好的。焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。电阻焊的三个要素是焊接电流、焊接压力和焊接时间。电阻焊接中的一个重要部件存在影响这三种元素-电极的问题。因此,电极对焊接质量起着非常重要的作用,承担着传递焊接电流、焊接压力和散热等功能。电阻焊电极必须具有能承受高温的强度和硬度,因为电阻焊在焊接工件时,焊接电流瞬间通过电极产生大量的热量,同时电极还必须能承受被焊接工件的高温。设备要想长时间运行,选择电极的本质要求是优良的抗变形和抗磨损性能。什么是电阻焊设备。电阻焊设备是由电源、电极、本体和控制装置等部分组成,可完成电阻焊工艺或类似工艺。

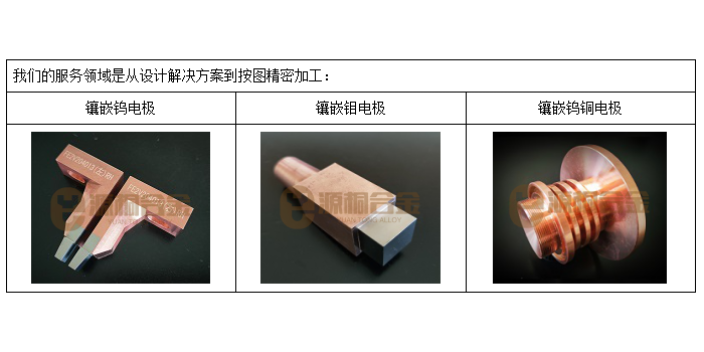
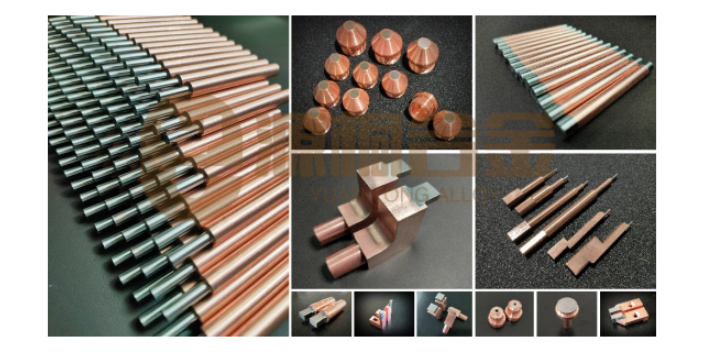
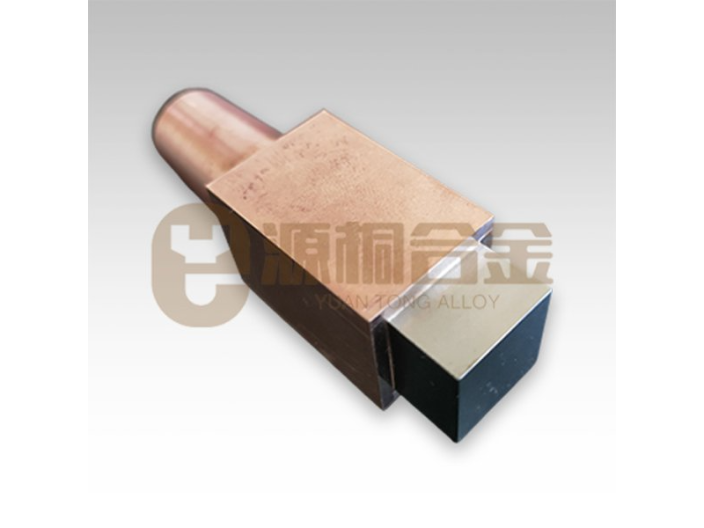
我公司适用于铜电触头应用的钨铜采用独有**技术真空熔渗生产,压制工艺控制高的强度钨骨架,并在真空之下将铜充填于骨架的孔隙之内组成复合材料,其高熔点骨架保证触头的耐压强度、抗电弧烧蚀,铜不仅提高导电、导热和改进加工性能,而且在电弧高温蒸发时可吸收大量电弧热量,改善使用条件和降低电蚀作用。电触头材料多采用铜、钨等电工合金,电极材料的优点在短期内是其他材料不可替代的。晶体压封膜电极示例晶体压封模电极是应用缝焊技术来焊接封装器件,光学器件,传感器件,微机电系统器件的设备。通常焊接是在氮气或者真空下完成。为了保证气密性,设备因素之外封焊电极也是一个关键技术。平行封焊是电子器件封装体跟盖板长久联结的一种方式,本质上是属于密封焊。封焊几乎是电子封装后面一步重要工艺,良好的密闭效果可以免除外部对内部器件的污染从而提升电子元器件的使用寿命。源桐公司压封模的材料上采用优良的稀土铜合金,再配以精细的加工,为客户提供性能优良的封焊电极。本公司的高性能铜合金材料具有极好的导电、导热性,以及强度高、硬度高、耐磨性高、抗熔粘性高和高温热稳定性等特点,可媲美进口材料,不仅模具的使用寿命长,而且可以提高生产效率。什么元件上需要用到电阻焊电极?天津办公用电阻焊电极哪里有卖的
电阻是无极性的元件,焊接的时候是不用区分正负极的。天津办公用电阻焊电极哪里有卖的
电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。源桐公司专业生产电阻焊电极。从原材料的生产,到机械加工成品电极,源桐在汽车点焊有将近20年的经验。我们可以不但提供标准电极,还可根据客户的图纸加工电极。我们擅长定制特殊材料的汽车点焊部件的焊接部件。我们的目标是帮助客户的电极延长使用寿命,提高焊接质量。源桐合金专业生产各种规格的钨电极,钼电极,镶嵌电极等高级品质微点焊电极头.电阻点焊是一种应用广大的连接技术。焊接过程是在一定的压力之下进行的。大量电流流过电极间的工件。由于接触电阻和焦耳热的作用,在工件之内形成熔池,并使熔池冷却凝固。工件进行连接,焊接过程相当复杂,涉及电、热、机械和冶金现象的相互作用。焊接过程之中电极头在持续承受焊接压力的作用之下,要经历熔池的形成与冷却,强焊接工艺条件之下熔池还易发生飞溅,均会对电极头端面尺寸、形状及表面质量造成影响,使电极头端面加速磨损的同时其端面尺寸及形状也不再满足标准要求,影响焊接质量,因此要依据焊接材料及焊接工艺制定合理的电极头修磨制度。天津办公用电阻焊电极哪里有卖的
文章来源地址: http://wjgj.chanpin818.com/hjclyfjqh/qthjclyfj/deta_21382449.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。