[VIP第1年] 指数:3
[VIP第1年] 指数:3
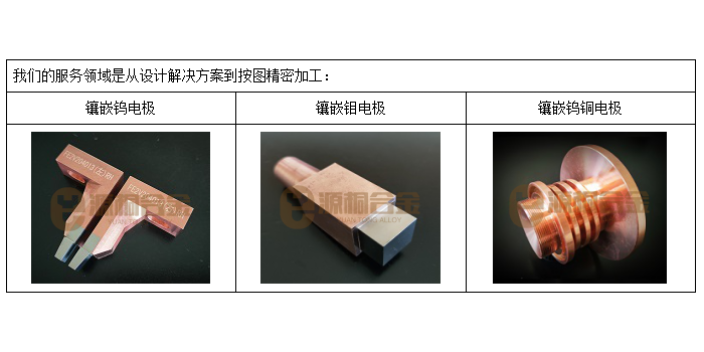
常见的钨电极的种类有哪些?
钨电极的种类是根据不同的钨材料来划分的,可分为纯钨电极、镧钨电极、铈钨电极、钍钨电极、钇钨电极、锆钨电极、银钨电极和复合钨电极。电极类型可以基于电极前的颜色来确定。主要用于铝、镁的焊接。1.纯钨电极——是用于氩弧焊的电极。它用作交流条件下的焊接电极或电阻焊电极。2.镧钨电极——具有良好的焊接性能,导电率接近2%的钍钨电极,不具有较高的耐久电流,而且具有小的燃烧率。3.铈钨电极——它是我国早生产的非放射性钨电极产品。在小电流条件下具有优良的引弧性能,保弧电流小。4.钍钨电极—早使用的稀土钨电极,即使在过载电流下也能正常工作。 介绍电阻焊电极的重要性。福建特色电阻焊电极直径

电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,云南电阻焊电极厂家现货电极的材质和形状设计对电阻焊的电流分布、热传导和焊接质量有着至关重要的影响。

电阻焊电极的定义:电阻焊电极是指用于电阻焊工艺的电极,是一种用于传递电流和压力的焊接工具。操作步骤如下:1.将待焊接的两个金属工件表面清理干净,并放置在电极之间。2.根据金属工件的形状和大小选择合适的电极,并将电极放置在工件上。3.调整电极的位置和压力,确保电极与工件表面紧密接触,同时保证电流能够顺利通过电极。4.接通电源,开始焊接。在焊接过程中,需要不断调整电流和压力,以确保焊接质量和工件的一致性。5.当焊接完成时,关闭电源,取下电极,并检查焊接质量和工件的完整性。以上是电阻焊电极的基本定义和操作步骤.
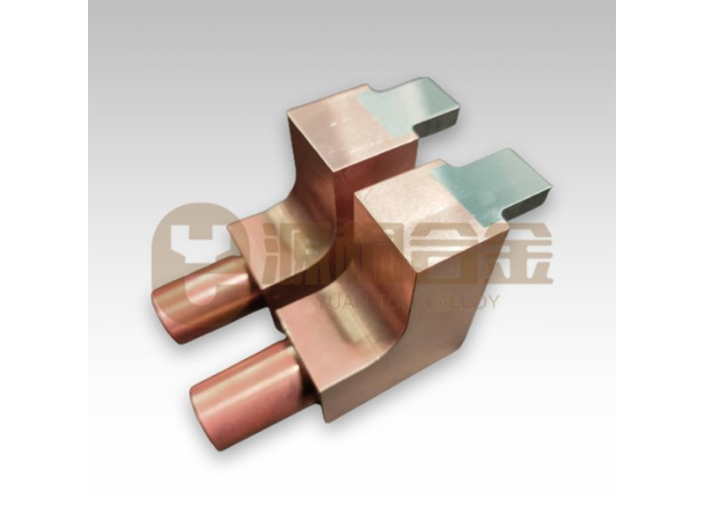
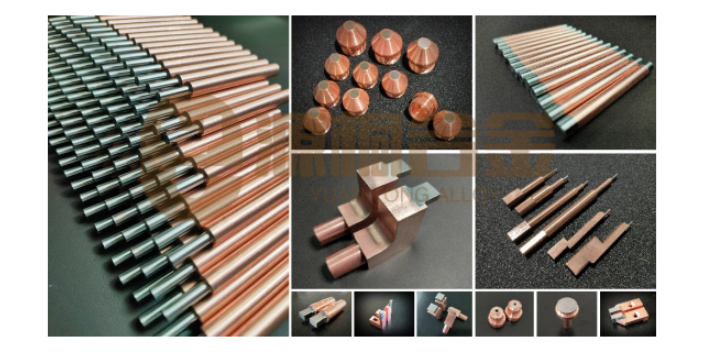
电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。 电阻焊电极的类型和特点。

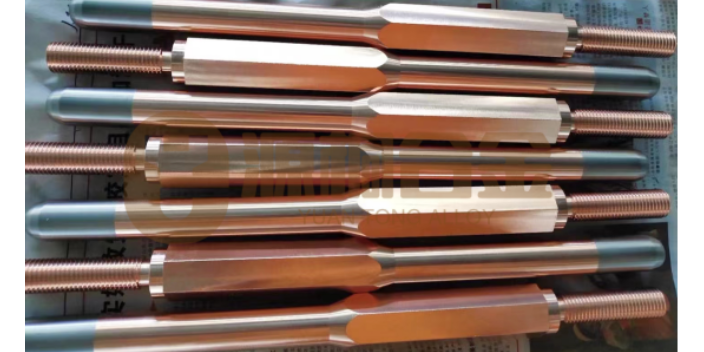
适用于不同场景的电阻焊电极选择操作:1.根据焊接工件的厚度和材料类型选择电极材料和形状。低碳钢和不锈钢等较软的材料可以使用铜或黄铜电极,而铝、镍、铬合金等较硬的材料则可以使用硬质合金或高速钢电极。对于厚度较大的工件,需要使用带有较长寿命的粗电极,而对于厚度较小的工件,则可以使用细电极以提高生产效率。2.根据生产设备的电极行程和工件大小选择电极尺寸。电极尺寸应该能够适应工件的大小和形状,同时也要考虑焊接设备的电极行程。电极的直径应该根据工件的厚度和焊接电流的大小进行选择,而电极的长度则应该根据工件的宽度和焊接设备的电极行程进行选择。3.根据生产效率和电极寿命选择电极头形状。电极头的形状会影响焊接质量和生产效率,同时也影响电极的寿命。半圆形的电极头适用于薄板和较小工件的焊接,而尖形的电极头则适用于厚板和较大工件的焊接。同时,可以根据工件的形状和焊接设备的特性选择适当的电极头形状以提高生产效率和延长电极寿命。4.根据焊接电流和电压选择电极截面积。电极的截面积会影响焊接电流和电压的分布,因此需要根据焊接电流和电压选择适当的电极截面积。 电阻焊机可采用恒流和恒压两种电流精密补偿方法,有效克服电网电压波动和二次回路阻抗变化对电流的影响。云南电阻焊电极厂家现货
电阻焊焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。福建特色电阻焊电极直径
电阻焊时需要的设备:1.焊接电源:提供焊接所需的电流和电压。2.焊机控制器:用于控制焊接过程,包括焊接电流、电压、时间等参数。3.电阻焊机头:包括电极和冷却系统,用于将电流传输到被焊接的工件,并保持电极与工件之间的接触。4.工件夹持装置:用于固定和定位被焊接的工件。5.焊接导线:用于将电流从焊接电源传输到电阻焊机头。6.水冷系统:用于冷却电阻焊机头和工件,以防止过热。7.安全防护设备:包括手套、防护眼镜、工作服等,以保护操作人员的安全。操作电阻焊的步骤如下:1.将工件放置在工件夹持装置上,并确保工件的表面平整和清洁。2.将焊接导线连接到焊接电源和电阻焊机头上,并确保连接牢固可靠。3.设置焊接参数,包括焊接电流、电压、时间和电极压力等。这些参数可以根据不同的工件材料和厚度进行调整。4.启动焊接电源,并按下焊接按钮,使电极与工件接触并传递电流。5.在焊接过程中,需要时刻观察焊接质量,并及时调整焊接参数以确保焊接质量。6.完成焊接后,关闭焊接电源,并取下工件。7.检查焊接质量。 福建特色电阻焊电极直径
文章来源地址: http://wjgj.chanpin818.com/hjclyfjqh/qthjclyfj/deta_21763665.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。