[VIP第1年] 指数:3
[VIP第1年] 指数:3
原材料的处理由于CBN微粉中残留有WBN、HBN、叶蜡石、石墨、镁、铁等杂质;另外它和结合剂粉末中均含有吸附氧、水汽等,对烧结不利。因此原材料的净化处理方法是确保合成聚晶性能的重要环节之一。研制时我们采用下列方法对CBN微粉和结合剂材料进行净化处理:首先在300 C左右用NaOH处理CBN徽粉,去除其中的叶蜡石和HBN;然后煮高氯酸去除石墨;***用HCl在电热板上煮沸除去金属,上海PCD铣刀PCD,CBN多晶刀具定制价格,并用蒸馏水洗至中性。结合剂用的Co、Ni、Al等采用氢还原处理。然后将CBN和结合剂按一定配比混合均匀并参入石墨模具中,送入压力小于1E2的真空炉内,加热800~1000°C处理1h,除去其表面的污垢、吸附氧及水汽等,使CBN晶粒表面很洁净。结合剂材料的选择及加入量方面,总的结合剂加入量应充足但不能过多。实验结果表明,聚晶耐磨性和抗弯强度等与平均自由程(粘结相层厚度)关系密切,当平均自由程为0. 8~1,上海PCD铣刀PCD,CBN多晶刀具定制价格.2μm时,上海PCD铣刀PCD,CBN多晶刀具定制价格,聚晶磨耗比值比较高,此时结合剂掺入量为10%~15%(质量比)。金刚石刀具(PCD)以及立方氮化硼刀具(CBN)的硬度、耐磨性十分出色,它们也统称为超硬刀具。上海PCD铣刀PCD,CBN多晶刀具定制价格
选购金刚石刀具前要知道的注意事项很多加工行业都是要使用到金刚石刀具,这类刀具也有不同材质之分,其价格和性能上确实还是有很大的差异性。而此类刀具一般都是直接影响到了切割的效果,所以还是要在选购之前了解相关的注意事项。不能加工淬硬钢确实金刚石本身就具有一定的硬度,但并不是所有材料都能用其进行加工。尤其是不能加工淬硬钢,因为金刚石本身是由碳原子组成的,铁在受热时会从金刚石中吸出一部分的碳原子,然后形成碳化物。所以如果要使用金刚石刀具,一定要明确好加工材料,不然出现碳原子扩散到其他材质的情况,那么不只是会影响加工,同样也会导致刀具磨损严重。涂层刀具使用寿命不同因为现在一般的刀具表面都会有不同涂层,而且日常加工和使用频率不同,自然也会影响到其使用寿命。一般使用寿命受到了切削材料、速度、加工频率、几何形状等多方面的影响。加工石墨的刀具使用寿命就要更长一些,所以日常使用刀具也要特别注意好其涂层的情况,还要不定期进行刀具的检查才行。金刚石刀具存在的问题要特别注意金刚石涂层剥落可以预防,如果涂层剥落则会影响到金刚石刀具的使用寿命。所以选购刀具时就要注意其品质,是否有良好的涂层,质量如何。如果正常磨损。上海PCBN车刀片PCD,CBN多晶刀具销售公司金刚石刀具多用于高速状态下加工有色金属和非金属材料。
CBN数控刀片硬车削淬硬钢的案例参数(1)硬车削淬硬钢齿轮的CBN数控刀片BN-H21加工工况:强断续切削端面;加工材料:20CrMnTi齿轮,HRC58-62;选用刀片:BN-H21WNGA080404;切削参数:ap=;冷却方式:干切;结果:相较于某品牌CBN刀片,BN-H21材质刀具寿命提高5倍。(2)硬车削淬硬钢风电轴承的CBN数控刀片BN-H200工件名称:风电轴承滚道工件材质:42CrMo4(硬度HRC58-63)刀片型号:BN-H200RNMN090300切削参数:Vc=260m/min,Fr=,ap=:干式切削相较于某品牌CBN刀片,BN-H200材质加工风电轴承表面光洁度达到,而且属于正常的后刀面磨损。
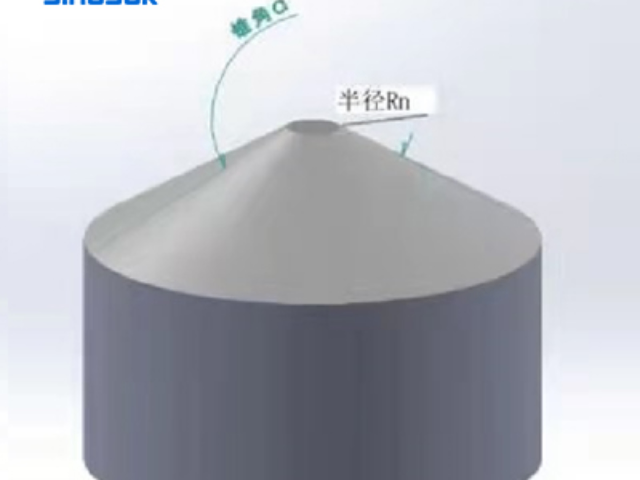
PCBN刀具的强度比硬质合金刀具低,因此在硬态切削加工时,一般都采用负前角、较大的后角和负倒棱,这不仅有利于对切削刃进行补强,而且具有很好的耐磨性。通常负倒棱尺寸取()×(10°~30°)为宜。若切削进行适当的钝化处理,效果会更好。此外,在可能的情况下,尽量采用小主偏角和大的刀尖圆弧半径,这有助于保护刀刃,延长刀具的使用寿命。为很好地使用PCBN刀具,稳定地控制工件质量,准确判断PCBN刀具的耐用度至关重要。如果一直使用磨损已很严重的刀具,那么切削力及切削温度增加、切削不畅,就难以控制工件尺寸及表面完整性,甚至使PCBN刀具无法继续修磨而报废。为保证刀具的正常使用,建议PCBN刀具后刀面磨损量达(精车时取小值)时应进行重磨。但重磨需要一定的设备和技巧,多数工厂的机床不具备适合的条件,一般PCBN刀具的重磨都应由专业厂来完成。对于硬度高和不规则的工件,由于PCBN刀片较脆、怕冲击。从工件端面切入、切出,尤其在表面有夹渣、砂眼、凹凸不平的时候,易发生冲击,使刃口破裂,造成耐用度降低。所以在使用PCBN刀具前,比较好先将冷硬层粗车一次,并在工件切入切出端先倒角,以减小PCBN刀具冲击力。金刚石与一些有色金属之间的摩擦系数比其他刀具都低,摩擦系数低,加工时变形小,可减小切削力。
pcd铣刀是超硬刀具之一,是人造聚晶金刚石,在二十世纪七十年代,科学家们利用力高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题。pcd铣刀具有很高的硬度、耐磨性、低热膨胀系数,低摩擦系数、高热导以及与非铁金属亲和力小,使用寿命长等优点。一、pcd铣刀主要加工什么材料?每一种刀具都有其加工特点,而pcd铣刀可以加工有色金属材料和非金属材料,比如有色金属的:铝、铝合金、铝铸合金、铜、铜合金、锌、锌合金等材料;非金属材料:石墨、碳纤维复合材料、玻璃纤维、新型复合材料等材料加工。pcd铣刀在加工这些材料的时候不管是加工效率,加工质量都比普通刀具做得要好一些,寿命更长质量好,自然受欢迎。二、pcd铣刀的应用领域?聚晶金刚石(PCD)刀具也应用在众多的领域:航空、航天、汽车、电子、石墨加工等多个领域。比如航空航天机翼采用的理想材料:新型复合材料,相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,如何对其进行高效高质量切削加工是一个非常重要的问题,而加工这些材料的主要刀具就是硬质合金和超硬刀具材料,PCD铣刀作为超硬刀具之一自然可以加工。在使用金刚石刀具时,也要时刻关注其有效性,是否存在变形等问题。浙江PCD面铣刀PCD,CBN多晶刀具销售公司
超硬金刚石刀具在加工超硬材料时,其寿命甚至可较之硬质合金刀具提升至数百倍。上海PCD铣刀PCD,CBN多晶刀具定制价格
PCD刀具具有着硬度高、耐磨性强、摩擦系数低、高弹性模量;同时还具备低热膨胀系数、高热导的特性。广泛应用于汽车、船舶、航天、电子、木制加工工业;常用于加工铜、锌、铝等有色金属及其合金,还可用于各种非金属硬脆材料如:石墨,高耐磨复合材料,高硅铝合金材料的精密加工。目前PCD刀具的分类按及制造方法的不同可分为四种:薄膜涂层刀具、厚膜金钢石焊接刀具、金钢石烧结体刀具和单晶金钢石刀具。PCD刀具在车削亚克力硬质塑料时,进刀40次后,刃口几乎没什么变化,但当进刀次数达到110次刀头出现碎断现象。碎断是在切削刃上产生小块碎裂或大块断裂,造成刀头不能正常切削,这时刀具不能刃磨不能继续使用。上海PCD铣刀PCD,CBN多晶刀具定制价格
上海每卓实业有限公司总部位于肖湾路511号2幢3层,是一家上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。的公司。公司自创立以来,投身于液压夹具,非标数控刀具,数控刀柄,齿轮刀具,是五金、工具的主力军。每卓实业致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。每卓实业创始人陈洪清,始终关注客户,创新科技,竭诚为客户提供良好的服务。
文章来源地址: http://wjgj.chanpin818.com/jgsgj/deta_17197232.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。