[VIP第1年] 指数:3
[VIP第1年] 指数:3
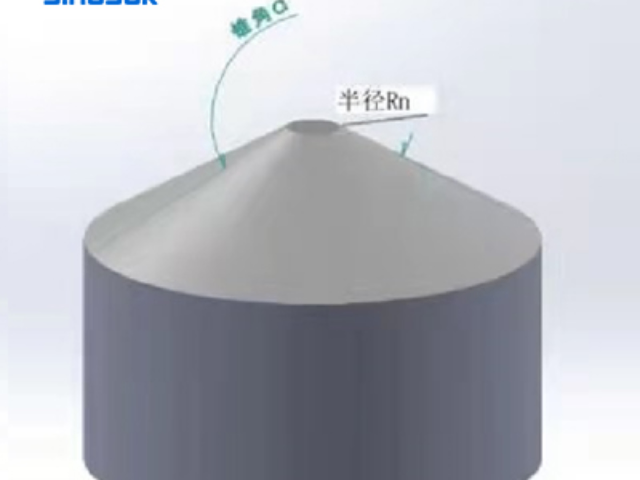
PCBN刀具的强度比硬质合金刀具低,因此在硬态切削加工时,一般都采用负前角、较大的后角和负倒棱,这不仅有利于对切削刃进行补强,而且具有很好的耐磨性。通常负倒棱尺寸取()×(10°~30°)为宜。若切削进行适当的钝化处理,效果会更好。此外,在可能的情况下,尽量采用小主偏角和大的刀尖圆弧半径,这有助于保护刀刃,延长刀具的使用寿命。为很好地使用PCBN刀具,稳定地控制工件质量,准确判断PCBN刀具的耐用度至关重要。如果一直使用磨损已很严重的刀具,那么切削力及切削温度增加、切削不畅,就难以控制工件尺寸及表面完整性,甚至使PCBN刀具无法继续修磨而报废。为保证刀具的正常使用,建议PCBN刀具后刀面磨损量达(精车时取小值)时应进行重磨。但重磨需要一定的设备和技巧,多数工厂的机床不具备适合的条件,上海PCD刀具PCD,CBN多晶刀具联系方式,一般PCBN刀具的重磨都应由专业厂来完成。对于硬度高和不规则的工件,由于PCBN刀片较脆、怕冲击,上海PCD刀具PCD,CBN多晶刀具联系方式。从工件端面切入、切出,尤其在表面有夹渣、砂眼、凹凸不平的时候,易发生冲击,使刃口破裂,造成耐用度降低。所以在使用PCBN刀具前,比较好先将冷硬层粗车一次,并在工件切入切出端先倒角,以减小PCBN刀具冲击力。粗加工合金铸铁时,刀具必须经受铸造工艺遗留下来的表面裂纹,上海PCD刀具PCD,CBN多晶刀具联系方式、残砂和其它原有表面不连续所引起的断续切削。上海PCD刀具PCD,CBN多晶刀具联系方式
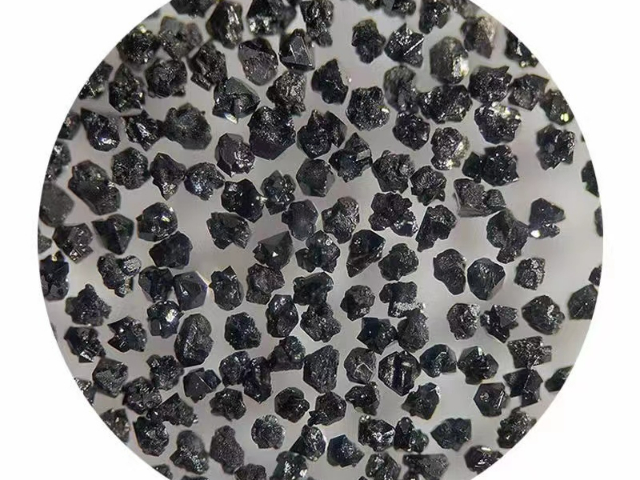
PCD刀具就是聚晶金刚石刀具,PCBN刀具就是聚晶立方氮化硼刀具,都是人工合成的聚晶产品。CBN主要加工黑色高硬度金属,比如焠硬刚和铸钢(铁),可以耐高温(1000度以上),硬度始终在8000HV,是提高生产效率和加工难加工材料的较好刀具材料。PCD主要是加工有色金属等非黑色金属的,能够刃磨出很锋利的刃口,得到较好的加工表面,一般可以达到。CBN刀具的主要加工对象是铸铁和淬火钢。应用行业也主要在汽车发动机和轴承行业。CBN刀具相比PCD刀具,比较容易加工,而且,随着汽车行业节能的推广,汽车发动机采用铝合金基体的车也越来越多,所以,CBN在汽车发动机铣削方面被PCD刀片侵占了不少。当然,随着CBN刀具成本的下降,在汽车刹车盘领域,CBN车刀片也取代了传统硬质合金车刀片的份额。应该来说,随着CBN材料牌号越来越多,这传统硬材料车削和磨削领域,CBN刀具的份额还会保持上升的趋势。浙江PCD刀具PCD,CBN多晶刀具定制金刚石刀具主要用于紫铜及铜合金和金等贵重有色金属,以及特殊零件的超精密镜面加工。
金刚石是目前已知矿物中硬度和热传导性都比较好的物质,和各种金属、非金属材料配对摩擦的磨损量是非常小的,是制作刀具的理想材料。并且应用领域还是比较的,市场做的是比较大,给企业带来了很多的经济效益。PCD铣刀应用领域:1、加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的刀具可防止金属与刀具粘结在一起。2、加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时,材料的硬质点使刀具的磨损严重,用硬质合金刀具难以加工,而这种刀具的硬度高、耐磨性好,因此加工效率高。3、PCD铣刀应用领域:超精密加工随着现代集成技术的问世,机加工向高精度方向发展,对刀具性能提出了相当高的要求。由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化,切削变形小。
对于有效的材料的切割表面处理在许多工业过程中使用的工具和为经济价值的一个重要因素。金刚石为特定的材料和加工或CBN(立方氮化硼)研磨剂如碳化物品质研磨工具相比传统的工具是^具成本效益它提供了一个更有效的替代方案。现在,具有很高的硬度特别长的刀具寿命和解决问题的方法是在各个领域的发现元素。PCBN内圆车刀与PCD镗孔刀具就是金刚石刀具,但是许多人在使用中总是不知道他们的区别在哪,下面厂家来为你分析一下:内圆车刀与PCD镗孔刀的差异在于大小不同,车内圆也相当于镗内孔,不过是这个内孔比较大,孔比较浅,车刀成型刀的结构也比较大,强度也比较大而已。通常大家常说的镗孔,是对孔径比较小,比较深的孔来说的。通常来说,内圆车刀的刀柄是方的,是为了能够压在车床刀架上运用的。而PCD镗孔刀的刀杆是圆形直柄的或者是锥柄的,是为了装在镗床的主轴上运用的,是不能交换的。金刚石刀具优异性能决定了它在机加工中的广泛应用。
PCD刀片是指具有整体PCD切削刃的硬质合金基体刀片。PCD复合片切削刃被直接焊在硬质合金基体上,因此消除了金刚石和硬质合金之间的缝隙,可避免切屑堵塞。为在精加工非铁金属尤其是铝材料时有效控制切屑,国外开发出一种带有断屑器的PCD刀片。PCD刀片的特点在于金刚石具有硬度高、抗压强度高、导热性以及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。PCD刀片主要应用于以下两个方面:①难加工,有色金属材料的加工:用普通刀具加工难加工有色金属材料时,往往产生刀具易磨损、加工效率低等缺陷,而PCD刀片则可表现出良好的加工性能,用PCD刀片可有效的加工过共晶硅铝合金。②难加工非金属材料的加工,PCD刀片非常适合对石材、硬质碳、碳纤维增强塑料、人造板材等难加工非金属材料的加工。PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。上海PCD刀具PCD,CBN多晶刀具联系方式
天然金刚石价格昂贵,广泛应用于切削加工的金刚石还是聚晶金刚石(PCD)。上海PCD刀具PCD,CBN多晶刀具联系方式
CBN含量低的材质等级和CBN含量高的相比更脆,但它们用于淬硬黑色金属加工更好。它们的更低的热导性和相对更高的承受高速切削和负前角所产生热量的抗压强度。切削区更高的温度软化工件材料和帮助断屑,而负前角强化刀具,使切削刃稳定,提高刀具寿命,并允许比0.25mm小的切深。因为CBN刀具能获得优于0.4µm的表面光洁度并保持同轴度±0.012mm,干车淬硬工件通常是一种有吸引力的替代肮脏的强化冷却的磨削加工方案。虽然CBN是一种硬车和高速铣特别喜欢的刀具材料,但陶瓷和CBN的应用范围有惊人的重叠,故而很必要用成本-效益分析来决定谁能得到比较好结果。上海PCD刀具PCD,CBN多晶刀具联系方式
上海每卓实业有限公司成立于2015-08-12,同时启动了以AKIZ,森泰英格,恒峰,沃尔德为主的液压夹具,非标数控刀具,数控刀柄,齿轮刀具产业布局。旗下AKIZ,森泰英格,恒峰,沃尔德在五金、工具行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。随着我们的业务不断扩展,从液压夹具,非标数控刀具,数控刀柄,齿轮刀具等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。每卓实业始终保持在五金、工具领域优先的前提下,不断优化业务结构。在液压夹具,非标数控刀具,数控刀柄,齿轮刀具等领域承揽了一大批高精尖项目,积极为更多五金、工具企业提供服务。
文章来源地址: http://wjgj.chanpin818.com/jgsgj/deta_17638962.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。