[VIP第1年] 指数:3
[VIP第1年] 指数:3
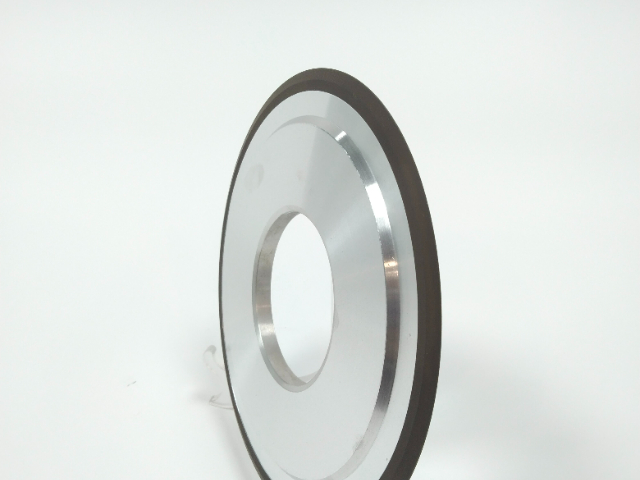
选择合适的砂轮片需要考虑以下几个关键因素:磨料的选择:很常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC)。其他常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)等。磨料的选择应根据加工材料的种类和硬度来决定。例如,磨削软材料时应选择较硬的砂轮,而磨削硬材料时则应选择软砂轮。粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围很广砂轮结构紧凑,散热性好,确保磨削过程稳定。西藏烧结金刚石砂轮生产商

金刚石砂轮的更换条件主要包括以下几个方面:切削效果:观察切削面的光滑度、表面质量以及切削力的变化。当切削效果无法满足工作要求时,即表示砂轮需要更换。砂轮表面磨损:通过观察金刚石砂轮的磨损情况来判断是否需要更换。当金刚石颗粒变得明显磨损,无法继续提供良好的切削效果时,即表示需要更换。特别是当金刚石砂轮的磨损直径长度大于卡盘10MM以上时,需要更换。强度和安全性:金刚石砂轮在使用过程中可能会出现裂纹、损伤等情况,这些问题可能会导致安全隐患。如果发现砂轮有明显的损伤或裂纹,应立即更换新的砂轮。有效期问题:从库房领出的新砂轮不一定是合格的砂轮,甚至从厂家买进的新砂轮也不一定是合格的砂轮。砂轮有其一定的有效期限,超过有效期使用可能就不是合格的砂轮了。在使用过程中,如果发现砂轮局部出现裂纹,应立即停止使用并更换。根据经验和实验数据:根据以往的使用经验和实验数据,可以初步确定金刚石砂轮的更换周期,然后根据实际情况进行微调成都陶瓷金刚石砂轮厂商无论是钢铁还是陶瓷,金刚石砂轮都能轻松搞定。

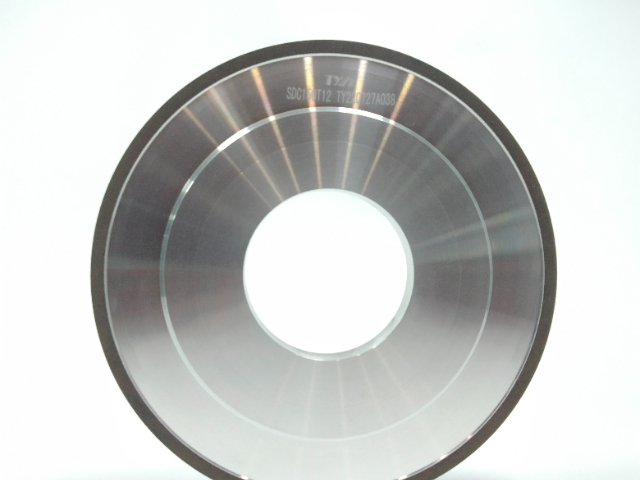
金刚石砂轮的主要用途:高精度磨削:金刚石砂轮能够实现对硬质材料如硬质合金、陶瓷、玻璃、石英等的高精度磨削。其高硬度和耐磨性保证了在长时间磨削过程中仍能保持稳定的磨削性能,从而确保加工精度。半导体制造:在半导体行业中,金刚石砂轮被用于切割和磨削硅片、芯片等关键部件。由于半导体材料对磨削精度和表面质量要求极高,金刚石砂轮成为了不可或缺的工具。光学元件加工:金刚石砂轮也被广泛应用于光学元件的加工,如光学镜头、反射镜等的磨削和抛光。它能够提供平滑、无划痕的表面,确保光学元件的性能。航空航天和汽车制造:在航空航天和汽车制造领域,金刚石砂轮被用于加工发动机叶片、轴承等高精度零件。这些零件对精度和表面质量要求极高,金刚石砂轮能够满足这些要求。模具制造:金刚石砂轮在模具制造领域也有广泛应用。它可以用于加工模具的复杂形状和细节,提高模具的精度和耐用性。金属切割:金刚石砂轮也用于金属切割,尤其是在需要高精度和光滑切割表面的应用中。总之,金刚石砂轮凭借其高硬度、耐磨性和高精度磨削能力,在多个工业领域中都发挥着重要作用。随着制造业的转型升级和很好产业的发展,金刚石砂轮的市场需求还将持续增长。
金刚石损耗是否大的问题,涉及多种因素和条件,以下是一些相关的讨论:金刚石砂轮在磨削过程中确实存在损耗,其损耗机理包括机械磨损、氧化和石墨化、以及由于晶体解理和磨削过程中的热应力导致的开裂和破碎等。这些损耗不仅与金刚石本身的性质有关,还受到磨削条件、加工材料、砂轮质量等多种因素的影响。金刚石磨具广泛应用于超硬材料和高硬度材料的精密加工领域,准确计算金刚石磨损比对于提高磨削效率、降低成本至关重要。金刚石磨损比的计算公式有多种,如特定能量比公式、磨削力比公式、规范磨损比公式和磨耗系数公式等,这些公式都可以通过实验数据来计算并评估金刚石的损耗情况。此外,金刚石砂轮在打磨过程中如果出现砂痕等问题,也可能与金刚石损耗有关。例如,砂纸质量差、磨损不均匀、安装不当、打磨操作不正确等因素都可能导致砂痕的产生,而这些因素也可能影响金刚石的损耗情况。综上所述,金刚石损耗是否大是一个相对复杂的问题,需要考虑多种因素和条件。在实际应用中,可以通过选择合适的金刚石砂轮、优化磨削参数、控制加工条件等方式来降低金刚石的损耗,并提高加工效率和质量。同时,对于金刚石损耗的评估和计算,也需要结合具体的实验数据和公式来进行。金刚石砂轮,为您的工业制造提供强大支持。

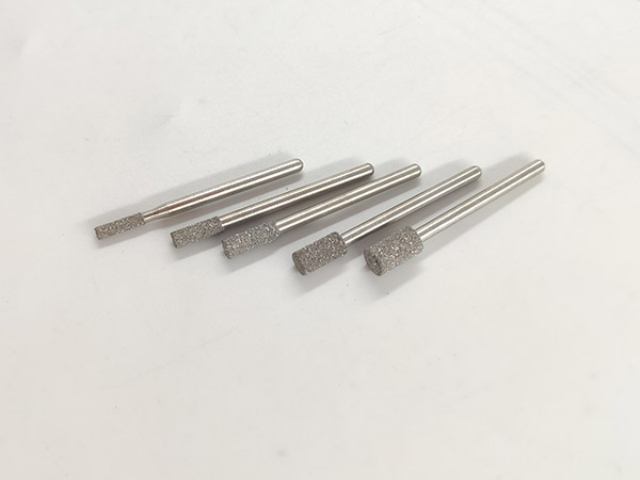
电镀金刚石砂轮是一种采用电化学法制作的金刚石砂轮,其组成、特性和用途具有独特之处。组成:电镀金刚石砂轮主要由金刚石磨料和金属结合剂构成,其中金刚石磨料被金属结合剂粘结在基体上。在制造过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。特性:高硬度与耐磨性:金刚石作为地球上很硬的物质之一,其硬度确保了电镀金刚石砂轮具有极高的耐磨性,能够在长时间内保持稳定的磨削性能。高抗磨性:金刚石的高抗磨性使得砂轮在磨削加工中磨损较小,且磨粒的尺寸、形状和形貌变化小,更适合高精密的加工。良好的导热性:金刚石具有良好的导热性,有利于热量的疏散,避免工件烧伤、裂纹及掉块等现象,提高了工件表面加工的质量。高速磨削:电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。无需修整:电镀金刚石砂轮在使用过程中无需修整,使用方便金刚石砂轮结构坚固,使用寿命长。福州烧结异形金刚石砂轮厂家
广东金刚石砂轮哪家更可靠?志远超硬新材料,品质出色,值得信赖!西藏烧结金刚石砂轮生产商
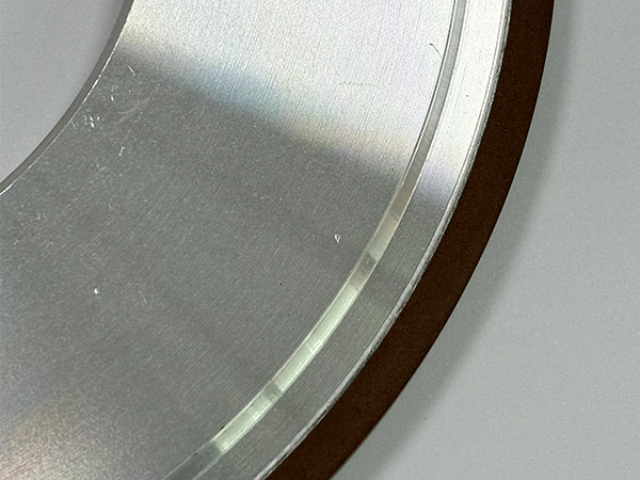
在区分砂轮是否有划痕时,我们首先需要明确“划痕”的定义。划痕是指砂轮表面或工件表面由于磨削、碰撞或其他因素造成的线性或非线性损伤痕迹。然而,这个问题中提到的“划痕和划痕”可能是一个重复的表述,所以我会直接解释如何识别砂轮或工件上的划痕。观察法:在适当的照明条件下,仔细检查砂轮或工件表面。划痕通常表现为线性或曲线的痕迹,颜色可能与周围材料不同,或者表现出一定的深度或宽度。对于砂轮来说,划痕可能会影响其切削性能和寿命;对于工件来说,划痕可能会影响其外观、精度和使用性能。触感法:对于较大的划痕,可以用手指轻轻触摸砂轮或工件表面。划痕处通常会有一定的凹凸感或粗糙感。但请注意,这种方法可能不适用于较小的划痕或精密工件,以免划伤手指或损坏工件。测量法:使用显微镜、光学测量仪器或激光扫描仪等高精度设备,可以测量划痕的深度、宽度和长度等参数。这些参数有助于评估划痕的严重程度和对砂轮或工件性能的影响。西藏烧结金刚石砂轮生产商
文章来源地址: http://wjgj.chanpin818.com/jgsgj/deta_21946898.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。