[VIP第1年] 指数:3
[VIP第1年] 指数:3
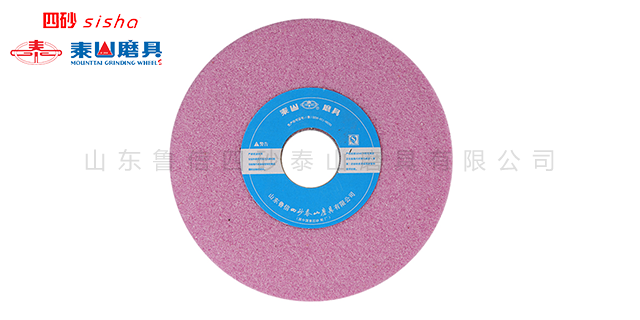
导轨成型磨砂轮的磨料通常采用氧化铝、碳化硅等硬度较高的材料。这些磨料具有良好的磨削性能和耐磨性,能够有效地切削导轨材料,如钢、铸铁等。结合剂是将磨料固定在磨砂轮上的材料,常见的有陶瓷、树脂等。结合剂的选择要考虑到磨砂轮的硬度、强度和耐磨性等因素。孔径是指磨砂轮的中心孔的直径,用于安装在磨削设备上。导轨成型磨砂轮的外形通常为圆盘状,直径从几厘米到几十厘米不等,厚度也有所差异。根据不同的加工需求,可以选择不同直径和厚度的磨砂轮。山东鲁信四砂泰山磨具有限公司拥有自有的产品生产设备,雄厚的技术力量。河南齿轮成型磨砂轮厂家

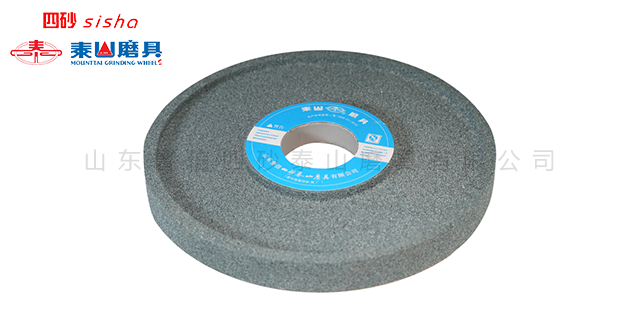
磨具的这种自我磨刃能力是与普通刀具相比的明显特点。早在新石器时代,人类就开始使用天然的磨石来加工石刀、石斧、骨器、角器和牙器等工具。1872年,在美国诞生了一种将天然磨料与粘土结合烧成的陶瓷砂轮;1900年左右,人造磨料问世,各种采用人造磨料制造的磨具相继出现,为磨削和磨床的迅速发展创造了条件。此后,天然磨具在磨具中所占的比例逐渐减少。磨具可以根据原料的来源分为天然磨具和人造磨具两类,机械工业中常用的天然磨具只有油石。人造磨具根据基本形状和结构特点的不同,可以分为砂轮、磨头、油石、砂瓦(统称为固结磨具)和涂附磨具五类。河南齿轮成型磨砂轮厂家山东鲁信四砂泰山磨具有限公司全心全意的为广大消费者服务!

成形砂轮磨齿机效率高,砂轮磨削接触面积大于展成磨,单位时间磨削量较大增加。同时采用深切缓进给与强力冷却技术,在降低磨削烧伤概率的情况下,减少了粗磨次数,进一步提高了磨削效率。通常砂轮的成型是通过仿形设备、修整R角设备或角度成形设备等进行的。在进行角度成形时,是使用正弦杆进行,修整器应该从下往上推送。台阶接触面与导轨侧面、导轨安装面的接触面粗糙度建议值都为1.6,这样可以保证直线导轨安装直线度问题,假如接触面比较大,可以在导轨两边进行磨削,或者将两个导轨中间的接触面抬高一点,单独磨导轨侧面,但是需要考虑平行度和共面度。
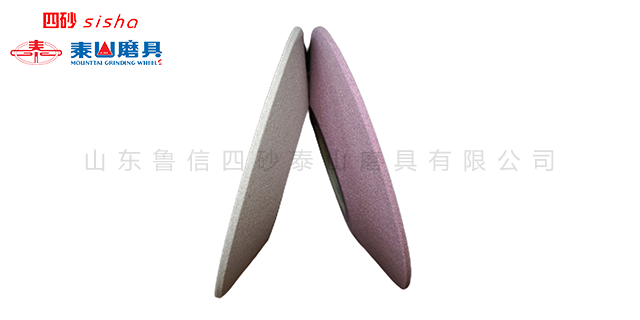
此外,高精度成型磨砂轮的结合剂也需要具备较高的强度和稳定性,以确保磨料的稳定固定和切削性能。高精度成型磨砂轮的外形和结构也具有特殊设计。它通常为圆盘状,直径从几毫米到几十厘米不等,厚度也有所差异。较小直径的磨砂轮适用于小型零件的精密加工,而较大直径的磨砂轮适用于大型零件的加工。此外,高精度成型磨砂轮的表面通常有凹槽、刻线等特殊设计,用于切削和成型工件。这些设计可以提高磨砂轮的切削效率和精度,并减少磨削过程中的热量和磨屑产生。山东鲁信四砂泰山磨具有限公司确保每一件产品均拥有出众的品质。

高精度成型磨砂轮是一种用于加工高精度零件的磨具。它通过旋转和磨削的方式来实现对工件的精确成型和加工,以提高零件的尺寸精度、表面质量和几何形状的精度。高精度成型磨砂轮具有独特的设计和特性,能够实现高精度的切削和成型,大量应用于精密加工领域。高精度成型磨砂轮的磨料通常采用晶粒细小、均匀分布的超硬材料,如金刚石、立方氮化硼(CBN)等。这些超硬材料具有较高的硬度和耐磨性,能够快速而精确地切削各种材料,如金属、陶瓷、玻璃等。超硬材料的选择要根据被加工材料的特性和要求进行合理选择。山东鲁信四砂泰山磨具有限公司拥有热情耐心的售后服务团队。河南齿轮成型磨砂轮厂家
用户意见和建议为四砂泰山磨具的开发源泉!河南齿轮成型磨砂轮厂家
结合剂的颗粒过大不利于均匀分布,并阻碍硬化剂的充分接触。颗粒过大会导致成型材料难以混合均匀,进而影响砂轮的硬度和强度。即使是用于较粗的树脂薄片切割砂轮和钹形砂轮,其所选结合剂(树脂粉)的颗粒粒度也应小于320。制作颗粒细小的砂轮产品时,结合剂的粒度要求为数微米。在成型和硬化过程中,必须小心操作,以保证制件的边棱完好,并避免机械损伤。掉边和掉角通常是由于在装炉和运输过程中不小心操作造成的。对于操作不熟练的工人,应加强培训,提高技能。河南齿轮成型磨砂轮厂家
文章来源地址: http://wjgj.chanpin818.com/moju/shalun/deta_19859209.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。