[VIP第1年] 指数:3
[VIP第1年] 指数:3
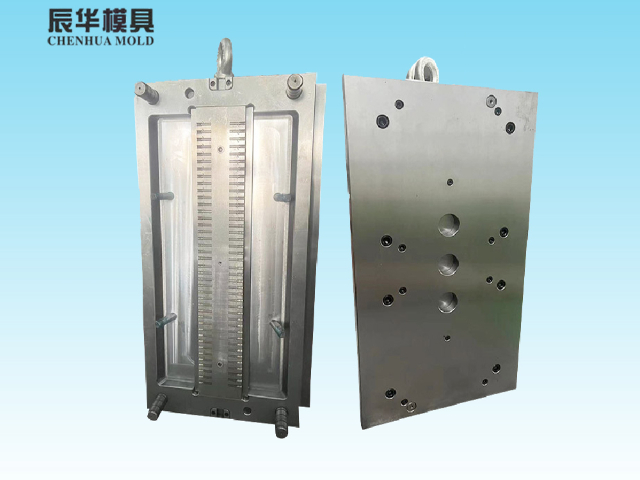
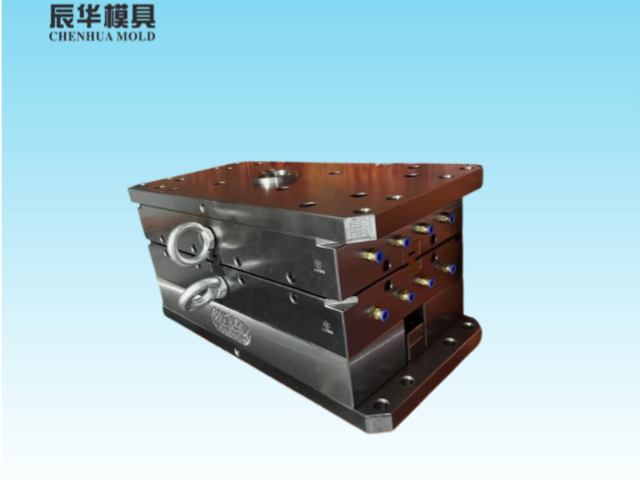
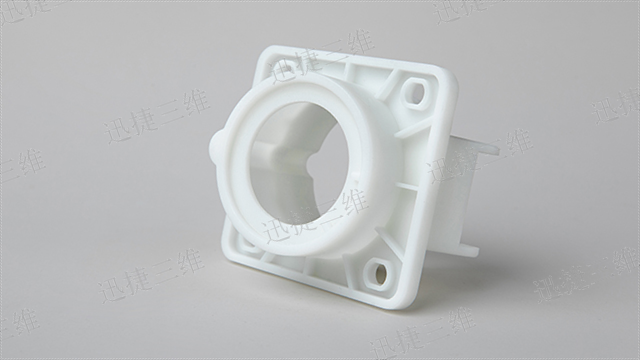
覆膜砂热芯盒模具 用覆膜砂模具制作的覆膜砂铸件尺寸精度高,加工余量小;铸件表面光洁,无缝隙、凹凸不平现象;可浇注薄壁铸件,铸件废品率低,节省了成本,覆膜砂模具网,提高了生产率。 覆膜砂模具有优异高温性能,耐高温,低发气,覆膜砂模具制造的铸铁、钢件可有效消除粘砂、变形、热裂和气孔等铸造缺点,使铸件 加光洁,性能 加优异,故覆膜砂用量日趋扩大。覆膜砂的品种也从单一的普通型覆膜砂,发展到了目前的**度、低发气,覆膜砂模具网,覆膜砂模具网、速固化、低膨胀和易溃散等多种性能的覆膜砂,以及离心铸造用、激冷型和湿态造型用等**覆膜砂。为了提高覆膜砂的产量与质量,普遍采用覆膜砂模具法。
制造砂型的基本原材料是铸造砂和型砂粘结剂。 常用的铸造砂是硅质砂。硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。 制造砂型的基本原材料是铸造砂和型砂粘结剂。 常用的铸造砂是硅质砂。硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。为使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
使用覆膜砂砂壳生产的好处: 1、 成本低 (1)一次性出资少, 覆膜砂铸造技术制型(芯)一次性投人为热芯盒射芯机和模具。射芯机每台价格在1.6-3.5万元不等,每套模具在0.6~1.0万元。 (2)出产成本低,覆膜砂铸造技术制壳资料只要覆膜砂和脱模剂,覆膜砂技术制壳*有一台射芯机耗电。 2、 制壳环节少、效率高 (1)制壳环节少、出产周期短,覆膜砂铸造技术利用气压将覆膜砂吹入金属型型腔中,选用电加热棒加热金属型对覆膜砂进行加热硬化,然后形成型壳,即可合箱浇注,加热进程*需求1-3min(视工件来定),周期短,环节少。
文章来源地址: http://wjgj.chanpin818.com/mojuog/deta_1812756.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。