[VIP第1年] 指数:3
[VIP第1年] 指数:3
塑料瓶盖模具熔接痕的工艺要素:模具温度太低,导致熔料流速减慢,冷却过快,两股料流在相遇时已无法有效的进行熔合。料管温度或热流道温度太低,熔体塑化不完全,应提高温度或适当延长塑化的时间。制品的壁厚太薄,充模困难,由此加大了模具中的熔体温差,易出现熔接痕的现象,此时可适当加大注射压力或者提高料筒温度。注射速度太慢,导致料流速度也比较慢,先进入的型腔的熔体冷却比较快。材料因素:原料有水分,在注射过程中转化为气体,影响料流的熔合效果,山东啤酒瓶盖模具生产厂家,山东啤酒瓶盖模具生产厂家,应当烘干原料并对原料进行防潮处理。塑料瓶盖模具温度要均匀,不均匀会导致其固化后的温度也会不均匀,山东啤酒瓶盖模具生产厂家,会产生应力,使成型的产品变形,开裂。山东啤酒瓶盖模具生产厂家

塑料瓶盖模具的制作要求及标准:塑料瓶绿色包装原料倡始少用原原料,并不妨做到运用同样原料、可阔别可共存的原料,尽管用结构简易、简易轮回新生的原料。同时尽管节减废物的产生量,从而显露包装薄膜轻量化发展趋向。塑料安稳技艺发展的主要是实行新的抗氧剂、紫外线安稳剂以及自在基捕捉剂的制备及其运用的研究开发。日用化学品重灌装塑料容器,食物用的托盘或周转箱等,可利用塑料安稳化技艺,缔造高质量的塑料制品,以升高它的再运用或收回再利用的价格。浙江饮料瓶盖模具生产厂家模具的韧性主要取决于材料的含碳量、晶粒度及组织状态。

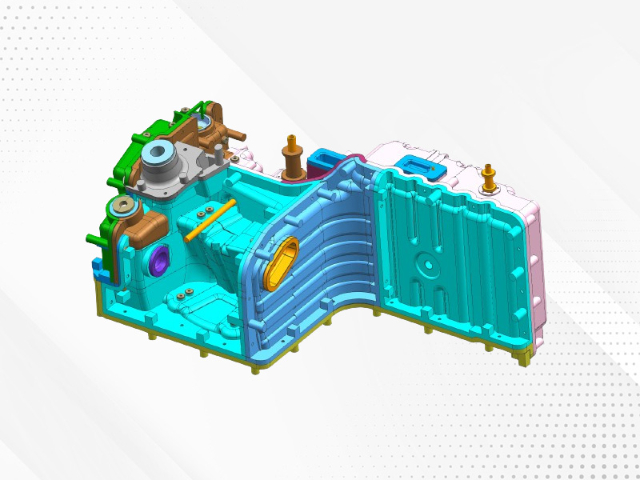
瓶盖模具采用国际先进水平特殊流道设计,模具冷却采用循环流水,有效提高产品出模效率。模具紧固件采用12.9级螺栓,滑块采用特殊拉杆结构,产品生产效益可提高50%,模身采用进口S136模具钢制造,钢材硬度HRC28-HRC60;中期调质处理,经回火、氮化处理,使工具件具有良好的综合机械性能,钢度大,变形小;后期内外镀铬处理,镜面抛光平面良好,具有很高的表面硬度及耐磨性,不变形,很大程度增加模具寿命(至少在50万模以上)。瓶盖模具的数控加工具有一定典型性,并比一般产品的数控加工有着更高的要求。
瓶盖模具的特点有哪些呢?1、多腔点:从4腔到32腔均有成熟技术.简化型热流道工作可靠成本低。2、高效率:采用简化型点胶式热流道,无胶口废料,周期达到5秒。3、高寿命:型腔均采用好的模具钢材,热处理HRC52,关键芯件可达HRC60,模具导柱导套采用无油润滑方式,无污染,使用寿命可达千万次。4、刀口特别设计:旋开环刀口采用分体结构,刀片不变形,定位准确易更换,合模无碰压,使用寿命长。克服了解整体刀片定位精度差,易跑披锋易损伤,寿命短的缺陷。瓶盖模具的数控加工具有一定典型性,并比一般产品的数控加工有着更高的要求。

瓶盖热流道模具有什么特点呢?耐磨性。材料的耐磨性是模具基本、重要的性能之一。硬度是影响耐磨性的主要因素。一般情况下,瓶盖模具零件的硬度越高,磨损量越小,耐磨性也越好。另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。强韧性,模具的工作条件大多十分恶劣,有些常承受较大的冲击负荷,从而导致脆性断裂。为防止模具零件在工作时突然脆断,模具要具有较高的强度和韧性。模具的韧性主要取决于材料的含碳量、晶粒度及组织状态。瓶盖模具安装完毕,试模前,要对模具进行预热。深圳饮料瓶盖模具制造厂家
塑料瓶盖模具寿命高。山东啤酒瓶盖模具生产厂家
瓶盖模具的预热技巧:1、利用模具本身的冷却水孔,通入热水进行加温。2、外加热法。即将铸铝加热板安装在模具外部,从外向内进行加温,这种方法加热快,但消耗热能大。3、对于塑料瓶盖模具来说,也可以靠注射料的热量来进行加热。大型机械在生产过程中所遇到的问题会很多,但有些只是小毛病,我们只需要在合适的时间将其修好了就行,以下便是塑料瓶盖模具加工时一定要注意的几个准则:不允许塑料瓶盖模具在加工的过程中有很多水,因为水太多的话,就会没有办法监督工作;不要碰到电线;温度不要过高,因为温度过高引起的不只是产品的问题,还有人身安全的问题。山东啤酒瓶盖模具生产厂家
台州市弘凯模具有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。弘凯模具作为机械及行业设备的企业之一,为客户提供良好的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。弘凯模具创始人贾耀伟,始终关注客户,创新科技,竭诚为客户提供良好的服务。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_15923723.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。