[VIP第1年] 指数:3
[VIP第1年] 指数:3
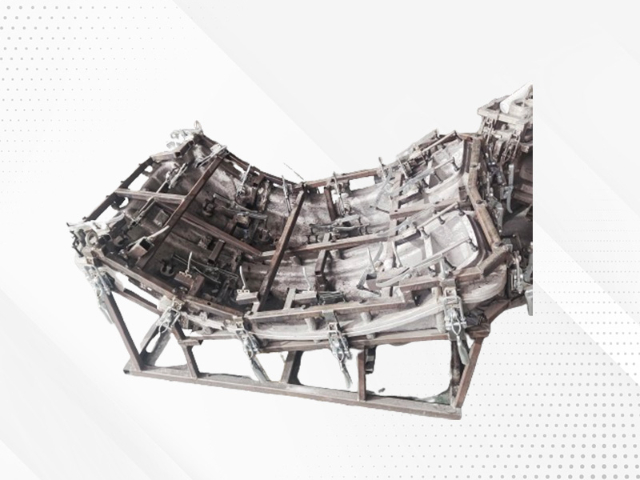
压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。 压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,如皋锌合金压铸模具,(通过内浇口导入型腔的线速度—内浇口速度),如皋锌合金压铸模具,因此金属液的充型时间极短,约0,如皋锌合金压铸模具.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。
压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。 压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。②金属液以高速充填型腔,通常在10~50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01~0.2秒(须视铸件的大小而不同)内即可填满型腔。 压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。
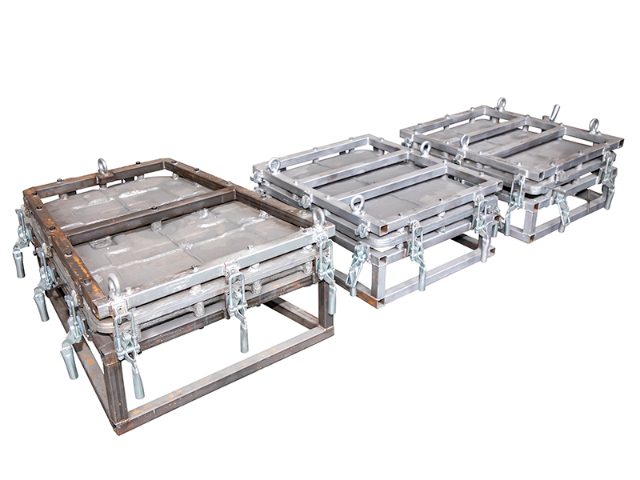
压铸成形条件的注意事项:压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高 效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至质量铸件。材料熔融温度、压射时模具温度及熔液温度;然 后对压铸成的制品状况要进行修整才能获得完善的制件。压铸模工作温度的选择原则:1) 模具温度过低,铸件内部结构疏松,空气排出困难,难以成型;2) 模具温度过高,铸件内部结构致密,但铸件易“焊”附于模腔中,粘模不易卸出铸件。同时过高的温度会使模体本身膨胀,影响铸件尺寸精度。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_3315239.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。