[VIP第1年] 指数:3
[VIP第1年] 指数:3
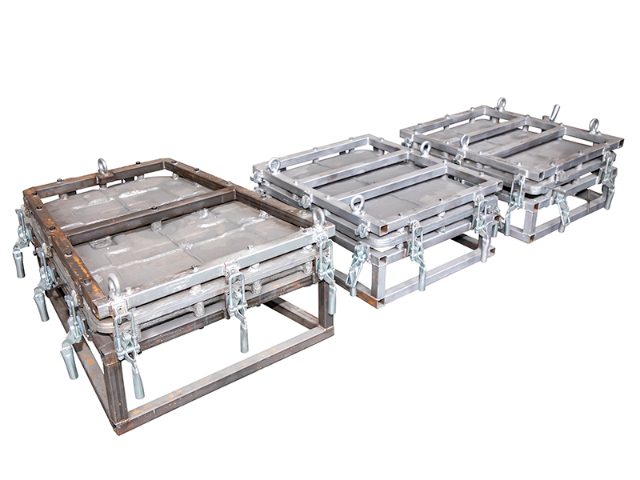
压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌,崇川区进气接口压铸模具开发、铜、铝、镁,崇川区进气接口压铸模具开发、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。在传统压铸工艺的基础上诞生了几种改进型的工艺,包括减少铸造缺点排除气孔的无孔压铸工艺。主要用于加工锌,崇川区进气接口压铸模具开发,可以减少废弃物增加成品率的直接注射工艺。还有由通用动力公司发明的精速密压铸技术以及半固态压铸等等新式压铸工艺。
在压铸中使用型芯和滑块会大幅增加成本。松散型芯也被称作取出块,可以用来制造复杂的表面,例如螺纹孔。在每个循环开始之前,需要先手动安装滑块,然后再同铸件一起被推出。然后再取出松散型芯。松散型芯是价格**昂贵的型芯,因为制造它需要大量劳动,而且它会增加循环时间。排出口通常又细又长(大约0.13毫米),因此熔融金属可以很快冷却减少废弃物。在压铸工艺中不需要使用冒口,因为熔融的金属压力很高,可以保证从浇口源源不断地流入模具内。由于温度的关系,对于模具来说**重要的材料特性在于抗热振性以及柔软性,其它的特征包括淬透性、切削性、抗热裂性、焊接性、可用性(特别是对于大型模具)以及成本。
内浇口① 金属液入型后不应立即封闭分型面,溢流槽和排气槽不宜正面冲击型芯。金属液入型后的流向尽可能沿铸入的肋筋和散热片,由厚壁处向薄壁处填充等。② 选择内浇口位置时,尽可能使金属液流程**短。采用多股内浇口时,要防止入型后几股金属液汇合、相互冲击,从而产生涡流包气和氧化夹杂等缺点。③ 薄壁件的内浇口厚件要适当小些,以保证必要的填充速度,内浇口的设置应便于切除,且不使铸件本体有缺损(吃肉)。溢流槽① 溢流槽要便于从铸件上去除,并尽量不损伤铸件本体。② 溢流槽上开设排气槽时,需注意溢流口的位置,避免过早阻塞排气槽,使排气槽不起作用。③ 不应在同一个溢流槽上开设几个溢流口或开设一个很宽很厚的溢流口,以免金属液中的冷液、渣、气、涂料等从溢流槽中返回型腔,造成铸件缺点。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_3328700.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。