[VIP第1年] 指数:3
[VIP第1年] 指数:3
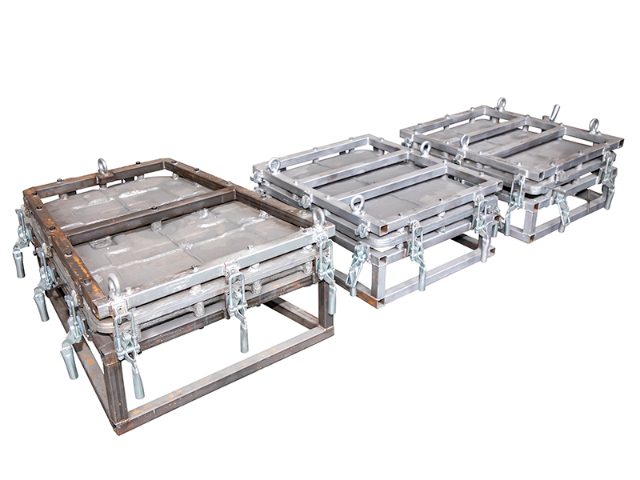
压铸是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。在1964年,日本压铸协会对于压铸定义为“在高温将熔化合金压入精密铸模,在短时间内大量生产高精度而铸面优良的铸造方式”。美国称压铸为Die Casting,英国则称压铸为Pressure Die Casting,而**为国内一般业者所熟悉的是日本的说法,称为压铸。经由压铸法所制造出来的铸件,则称为压铸件(Die castings)。这些材料的抗拉强度,如东电梯门压铸模具,比普通铸造合金高近一倍,如东电梯门压铸模具,如东电梯门压铸模具,对于铝合金汽车轮毂、车架等希望用更**度耐冲击材料生产的部件,有更积极的意义。
模具中的其它部件包括型芯滑板等。型芯是用来在铸件上开孔或开口的部件,它们也能用来增加铸件的细节。型芯主要有三种:固定、活动以及松散型。固定型芯的方向同铸件脱出模具的方向平行,它们要么是固定的,要么长久性地连接在模具上。可动型芯可以布置在除了脱出方向以外的任何方向上,铸件凝固后打开模具之前,必须利用分离装置把活动型芯从模腔内拿出。滑块和活动型芯很接近,比较大的区别在于滑块可以用来制造倒凹表面。在压铸中使用型芯和滑块会大幅增加成本。松散型芯也被称作取出块,可以用来制造复杂的表面。
渗氮及有关的低温热扩渗技术这一类型中包括渗氮、离子渗氮、碳氮共渗、氧氮共渗、硫氮共渗以及硫碳氮、氧氮硫三元共渗等方法。这些方法处理工艺简便、适应性强、扩渗温度较低一般为480~600℃、工件变形小,尤其适应精密模具的表面强化,而且氮化层硬度高、耐磨性好,有较好的抗粘模性能。3Cr2W8V钢压铸模具,经调质、520~540℃氮化后,使用寿命较不氮化的模具提高2~3倍。美国用H13钢制作的压铸模具,不少都要进行氮化处理,且以渗氮代替一次回火,表面硬度高达HRC65~70,而模具心部硬度较低、韧性好,从而获得优良的综合力学性能。氮化工艺是压铸模具表面处理常用的工艺,但当氮化层出现薄而脆的白亮层时,无法抵抗交变热应力的作用,极易产生微裂纹,降低热疲劳抗力。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_3561977.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。