[VIP第1年] 指数:3
[VIP第1年] 指数:3
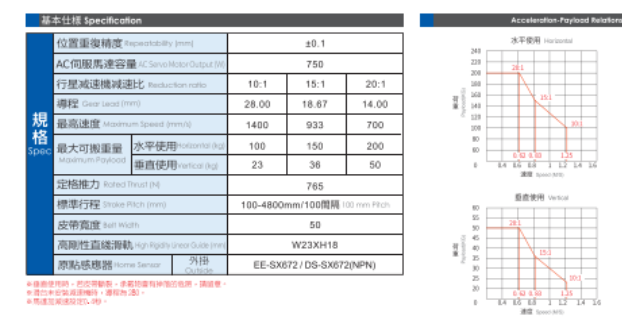
产品质量好铸件尺寸精度高,一般相当于6~7级,甚至可达4级;表面光洁度好,一般相当于5~8级;强度和硬度较**度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。例如,当前锌合金压铸件**小壁厚可达0,压铸模具设计,压铸模具设计.3mm;铝合金铸件可达0.5mm;**小铸出孔径为0.7mm;**小螺距为0.75mm。
生产效率高机器生产率高,例如国产JⅢ3型卧式冷空压铸机平均八小时可压铸600~700次,小型热室压铸机平均每八小时可压铸3000~7000次;压铸型寿命长,一付压铸型,压铸模具设计,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。
1838年,为了制造活字印刷的模具,人们发明了压铸设备。与压铸有关的**颁布于1849年,它是一种小型的,用来生产印刷机铅字的手动机器。1885年奥托·默根特勒(Otto Mergenthaler)发明了Linotype排字机,这种机器能够将一整行文字压铸成一个单独的铅字,它给印刷界带来了前所未有的革新。在印刷业进入大规模工业化后,传统的手压字模已经被压铸取代。1900年左右,铸字排版进入市场使得印刷业自动化技术进一步提高,因此有的时候在报社内能看见十多台压铸机。随着消费产品的不断增长,奥托的发明获得了越来越多的应用。人们可以利用压铸大批量地制造零部件产品。1966年,通用动力发明了精速密压铸工艺,这种工艺有时也被称作双冲头压铸 。
浇注排溢对于冷室卧式压铸机上模具直浇道的要求:① 压室内径尺寸应根据所需的比压与压室充满度来选定,同时,浇口套的内径偏差应比压室内径的偏差适当放大几丝,从而可避免因浇口套与压室内径不同轴而造成冲头卡死或磨损严重的问题,且浇口套的壁厚不能太薄。浇口套的长度一般应小于压射冲头的送出引程,以便涂料从压室中脱出。② 压室与浇口套的内孔,在热处理后应精磨,再沿轴线方向进行研磨,其表面粗糙≤Ra0.2μm。③ 分流器与形成涂料的凹腔,其凹入深度等于横浇道深度,其直径配浇口套内径,沿脱模方向有5°斜度。当采用涂导入式直浇道时,因缩短了压室有效长度的容积,可提高压室的充满度。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_3687040.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。