[VIP第1年] 指数:3
[VIP第1年] 指数:3
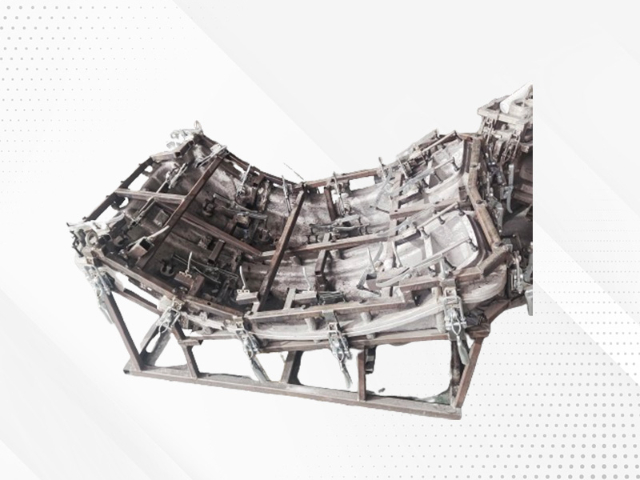
压铸件部分未成形,型腔充不满产生原因:1、压铸模温度太低;2、金属液温度低;3,合金电梯压铸件厂家、压机压力太小;4、金属液不足;压射速度太高;5,合金电梯压铸件厂家、空气排不出来。调整方法:1- 2,合金电梯压铸件厂家、提高压铸模,金属液温度;3、更换大压力压铸机;4、加足够的金属液,减小压射速度,加大进料口厚度。压铸件的设计一定要考虑到压铸件壁厚、压铸件铸造圆角和脱模斜度、加强筋、压铸件上铸孔和孔到边缘的**小距离、压铸件上的长方形孔和槽、压铸件内的嵌件、压铸件的加工余量七个方面 。
冷室压铸当压铸无法用于热室压铸工艺的金属时可以采用冷室压铸,包括铝、镁、铜以及含铝量较高的锌合金。在这种工艺中,需要在一个**的坩埚中先把金属熔化掉。然后一定数量的熔融金属被转移到一个未被加热的注射室或注射嘴中。通过液压或者机械压力,这些金属被注入模具之中。由于需要把熔融金属转移进冷室,这种工艺比较大的缺点是循环时间很长。冷室压铸机还有立式与卧式之分,立式压铸机通常为小型机器,而卧式压铸机则具有各种型号。
压铸的优点包括,铸件拥有***的尺寸精度。通常这取决于铸造材料,典型的数值为**初2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。相对于沙箱或者长久模铸造法来说可以制造壁厚大约0.75毫米的铸件。它可以直接铸造内部结构,比如丝套、加热元件、**度承载面。其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_3918781.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。