[VIP第1年] 指数:3
[VIP第1年] 指数:3
昆山三虑五金机械有限公司斜楔的拆卸和组装
斜楔的分解方法:拧开内六角螺钉,取出限位板,将滑块从底座的后方取出。
斜楔的安装方法:
组装请分解的逆向顺序进行、按与拆解相反的顺序装配,充分确认滑动部分是否无异物后涂上润滑脂并进行装配。
由于需要控制滑块和上底座的间歇,因此要确认刻印防序号后进行装配,拆解,装配后,郑州斜楔私人定做,注意部要忘记紧固螺栓。
昆山三虑五金机械提供全套的 汽车模具标准件,郑州斜楔私人定做,氮气弹簧,郑州斜楔私人定做,碟形弹簧,斜楔,米思米定位销防脱塞,导柱导套,冲头等模具标准件。 韩国进口LUBO斜楔LACL-52-10-SC20系列多少钱?郑州斜楔私人定做
昆山三虑五金机械有限公司销售韩国进口LUBO斜楔,斜楔的自锁条件:所谓自锁是指当原始作用力撤销以后斜楔仍处于加紧工件的状态,图3-37b为原始作用力撤销后斜楔的受力情况。从图中可以看出,要保持自锁,必要满足下列条件因代入上式由于正切函数在到范围内为增函数,所以因此,斜楔的自锁条件是:斜楔的升角必须小于其两工作表面处(斜楔与工件、斜楔与夹具之间)的摩擦角之和。(3)斜楔的夹紧行程:斜楔的夹紧行程是指夹压工件的行程,由图3-37c所示,是斜楔夹紧工件过程中移动的距离,则行程扩大系数也是衡量夹紧机构的重要指标,对斜楔夹紧家机构,其系数为从以上分析可以看出,斜楔升角是设计斜楔夹紧机构的重要参数,但它对衡量斜楔夹紧机构的重要指标的影响是不同的。越小,其增力系数越大,自锁性能越好,但夹紧行程扩大系数越小,这是斜楔夹紧机构的一个重要特性。因此,在选择升角时,必须同时考虑机构的增力、夹紧行程和自锁三方面的问题。为保证自锁和具有适当的夹紧行程,一般角不得大于。如果机构要求自锁而又要求有较大的夹紧行程时,可以采用双升角的斜楔,如图3-36b所示。斜楔升角大的一段用来使机构迅速趋近工件,而斜楔升角小的一段用来夹紧工件。提供斜楔厂家价格斜楔在汽车模具中安装宽度怎么确定?
韩国鲁宝吊装斜楔机构的规格表
LFCG50*19-0(K,N),
LFCG50*15-5(K,N),
LFCG50*21-5(K,N)
LFCG50*15-10(K,N)
LFCG50*23-10(K,N)
LFCG50*17-15(K,N)
LFCG50*25-15(K,N)
LFCG50*18-20(K,N)
LFCG50*27-20(K,N),
LFCG50*30-25(K,N),
LFCG50*17-30(K,N),
LFCG50*28-30(K,N),注明:氮气弹簧返回初始力,所列额定值为氮气弹簧的**终压力。滑块上加工有5个弹簧安装孔,对于选用氮气弹簧作为返回力的斜楔,氮气弹簧只用3个,可根据标准弹簧来计算返回力,增加弹簧来加大返回力。
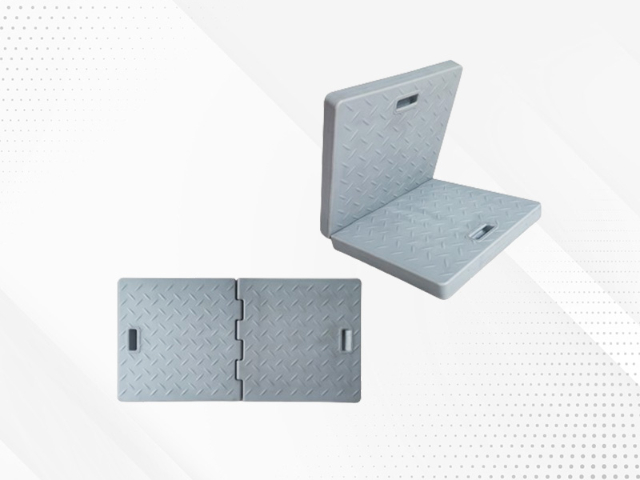
昆山三虑五金机械有限公司销售汽车模具标准件斜楔,斜楔概要:滑块安装面52MM,高度125MM,V型导向自动调整滑块位置。标准加工(以100万次计)14.7KN,允许加工力(以30万次计)29.4KN
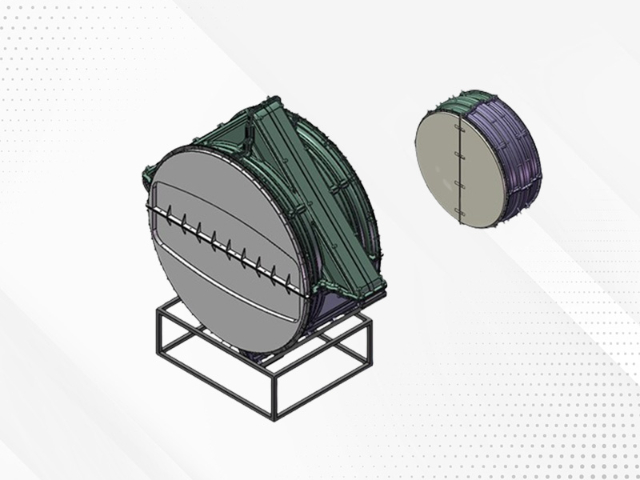
昆山三虑五金机械有限公司拉冲斜楔概要,滑块结构及强制返回器结构
安装面宽度为50.
角度45°-70°,每5°一档,6个品种。
斜楔安装在模具上时氮气弹簧可以从斜楔尾部取出。
滑块结构及强制返回器结构
底座与滑块底面之间的间隙是0.01-0.03
驱动块与刚性返回器之间的间隙是0.01-0.03
底座与滑块侧面之间的间隙在0.03以内。
拉冲斜楔的安装方法
按与拆卸相反的顺序装配,充分确认滑动部分是否无异物后上润滑脂并进行装配。,由于需要控制滑块和上底座的间隙,因此要确认刻印的序号后进行装配,拆卸,装配后,注意不要忘记紧固螺栓。
NAAMS吊装斜楔机构(175/200MM)标准型/氮气弹簧型斜楔的价格怎么样?
本实用新型的目的在于提供一种冲压模具挂式斜楔机构,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种冲压模具挂式斜楔机构,包括底板、顶板以及连接座,所述底板上表面靠近一端处通过螺栓固定连接有支撑座,所述支撑座一侧底端通过螺栓固定连接有底座,所述底座下表面通过螺栓与所述底板固定连接,所述底座上表面一侧通过螺栓固定连接有安装板,所述安装板上表面通过螺栓固定连接有定位座,所述顶板下表面中部通过螺栓固定连接有限位座,所述限位座一侧中部靠近两端处均插接有导杆,且两个所述导杆**两端均贯穿限位座分别与支撑座和底座相邻面插接,所述限位座与底座之间的两个所述导杆**均套接有弹簧,所述限位座一侧顶端通过螺栓固定连接有连接座,所述连接座一侧中部开设有凹槽,所述凹槽内壁一侧中部通过螺栓固定连接有液压推杆,所述液压推杆一端通过螺栓固定连接有安装罩,所述安装罩一端通过螺栓固定连接有切板。米思米规格50MM销定位型斜楔机构。加工斜楔质量
温州宁波杭州湖州汽车模具用斜楔的价格与规格。郑州斜楔私人定做
昆山三虑五金机械有限公司提供汽车模具标准件斜楔,氮气弹簧,定位销防脱塞等模具标准件还可以是紧固螺钉6为内六角圆柱头紧固螺钉。通过在鞍座2上安装有工作台1,工作台1的底部固定安装有滑配板3,在工作台1的滑配板3与工作台1之间安装有斜楔4,一斜楔调整块5的下部通过紧固螺钉6与工作台1滑配板3的上部连接,斜楔调整块5的上部通过紧固螺钉6与斜楔4连接,在斜楔调整块5的右侧还设有顶紧斜楔4纵截面的紧定螺钉7;使用时,由于调整斜楔调整块5的上部通过紧固螺钉6与斜楔4连接,可以拉住斜楔4,再通过斜楔调整块5的下部通过紧固螺钉6与工作台1滑配板3的上部连接,也可以拉住斜楔4,并通过斜楔调整块5右侧的紧定螺钉7顶紧斜楔4纵截面,这样通过一顶两拉,从而可以轻松调整斜楔,消除配合间隙,保证机床精度,实现了斜楔安装空间大,数控铣床加工精度高且能够两端调整斜楔的效果。郑州斜楔私人定做
文章来源地址: http://wjgj.chanpin818.com/mojuog/mjbzj/deta_7815238.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。