[VIP第1年] 指数:3
[VIP第1年] 指数:3
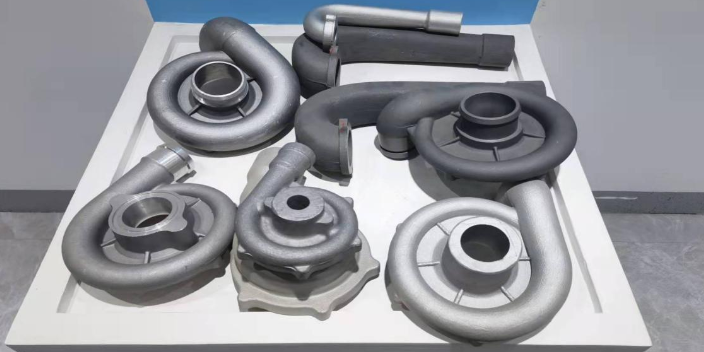
重力浇注模具-重力铸造分类:铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。铸造有可按铸型的材料分为砂型铸造和金属型铸造。精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造,安徽重力浇注模具生产厂家、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸,安徽重力浇注模具生产厂家。精密铸件厂长期从事砂型和金属型的重力铸造,安徽重力浇注模具生产厂家。这几种铸造工艺是有色金属铸造中较常用的、也是相对价格较低的。金属模铸造法之冷缺方式可使用空压气体或空压气体加水之混合雾气,使模具及铸件本体冷却。安徽重力浇注模具生产厂家
重力浇注模具-压力铸造工艺:充氧压铸充氧压铸是将干燥的氧气充入压室和压铸模型腔内,以取代其中的空气和其他气体。充氧压铸单适用于铝合金。当铝合金液体压入压室和压铸模型腔时与氧气发生化合反应,形成均匀分布的小颗粒,从而减少或消除了气孔,提高了铸件的致密性。定向、抽气、加氧压铸:定向、抽气、加氧压铸实质上是一种真空压铸和加氧压铸相结合的工艺。工艺过程是,在液体金属充填型腔之前,先将气体沿液态金属填充的方向以超过充填的速度抽空,使金属液顺利地充填;对有深凹或死角的复杂铸件,在抽气的同时进行加氧,以达到更好的效果。安徽重力浇注模具生产厂家金属模铸造法之制程中铝水之除气作业相当重要。
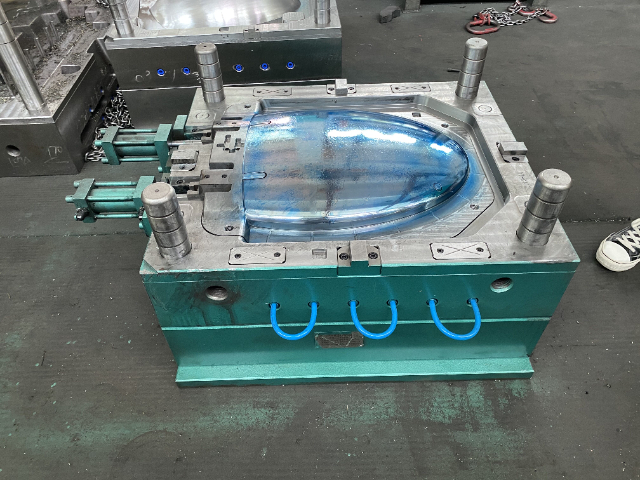
重力压铸机造成型原理:重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造主要指金属型浇铸。1.把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。其中,铸造是较基本、较常用的工艺。2.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。所得到的制品就是铸件。3.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。4.铸造有可按铸型的材料分为砂型铸造和金属型铸造。精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。
重力浇注模具-重力铸造压铸:压铸是在压铸机上进行的金属型压力,是生产效率较高的铸造工艺。压铸机分为热室压铸机和冷室压铸机两类。热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机更高,但受机件耐热能力的制约,还只能用于锌合金、镁合金等低熔点材料的铸件生产。当今多方面使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。压铸的主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固,压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。否则,铸件内部气孔在作上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。重力铸造法又称为金属模铸造法,成形原理是靠冒口的重力作用来补充凝固收缩。
重力浇注模具生产时铸件缩料:铸件收缩主要原因就是铸造过程中铸件壁厚不均、散热、凝固条件不同而导致的铸件产品的收缩。所以我们可以通过放大预留尺寸、模具设计或者铸造工艺的改变或者设置专门的补缩系统对缩料部位进行补缩。在铸造过程中,改善工艺可以延缓、均匀铸件的收缩。在重力浇注模具的生产中,也可以降低浇铸时的浇注温度、延长浇筑时间和放大收缩的加工余量来改善铸件收缩的情况。虽然铸件缩料没有办法避免,但是厂家们也要尽量通过上述措施去改善缩料,这样才能够减少铸件产品的二次加工量,从而减少生产成本。重力铸造是指液态金属在地球重力的作用下浇入金属型腔获得逐渐的工艺方法。长春金属型重力浇注模具商家
如果生产时重力浇注模具铸件内的砂芯停留时间过短会使得铸件成型出现问题。安徽重力浇注模具生产厂家
金属模铸造-铸件工艺设计:基准面决定铸件各部分相对的尺寸位置。所以选择铸造基面时,必须和铸件机械加工的加工基准面统一,其选择原则为:1)非全部加工的铸件,应尽量取非加工面作为基面。因为加工面在加工过程中,尺寸会因加工而变动,所以可能将造成相对尺寸位置的变动。而且铸件经过加工后,去掉的加工余面也不便检查。2)采用非加工面作基面时,应该选尺寸变动较小、较可靠的面作基面。用活块形成的铸件表面较好不选为基面。3)基面应尽可能平整和光洁,不应当有残余浇冒口、毛刺、飞翅等。4)全部加工的零件,应取加工余量较小的面作为基面,以保证机械加工时不至因加工余量不够而造成废品。5)为了检验尺寸方便,较好是选择较大的平面作为基面,尽量避免选取弯曲的面,或是有铸造斜度的面为基面。安徽重力浇注模具生产厂家
宁波荣恒金属制品有限公司致力于建筑、建材,以科技创新实现高质量管理的追求。荣恒金属制品公司拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件。荣恒金属制品公司不断开拓创新,追求出色,以技术为先导,以产品为平台,以应用为重点,以服务为保证,不断为客户创造更高价值,提供更优服务。荣恒金属制品公司始终关注建筑、建材行业。满足市场需求,提高产品价值,是我们前行的力量。
文章来源地址: http://wjgj.chanpin818.com/mojuog/qitamojupg/deta_16349883.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。