[VIP第1年] 指数:3
[VIP第1年] 指数:3
浇铸人员需要注意的重力浇铸机的使用规范:1、重力浇铸机的重要危险区域属于铸模模块,应采取有效措施进行清掉。2.设备合模模块及其失效模块应用液压机驱动方法,确保合模和失效后铸件合模可靠。锁模各种电源开关只是具有数据信号注意效果,液压致动器的工作压力作用于铸件,在铸件完全冷凝之前,必须在基本操作台上安装相对指示器。3.在任何情况下,合模必须与浇筑联动。合理防止合模不及时展开浇筑动作。4.重力浇铸机的集成模块必须正确理解集成的正确水平。改造和注意位移传感器,合理防止浇注时的原材料从诊断方面溢出。5,广东重力浇注模具商家、保温炉升降管、连接盖及其入口位置密封紧固,明确保温炉在正确工作场所后,可允许建筑。6.设备控制板的数量必须与电源开关请求的人员数量一致。7、重力浇铸机在原材料液体浇注或冷凝的全过程中,必须确保其他操纵动作都处于连锁加盟状况。8、根据总体设计方案,广东重力浇注模具商家,应确保模具牢固可动,安装在固定座板上。这样会发生意外的松动,很难给基本工作人员带来危险,广东重力浇注模具商家。金属型重力浇铸机分成两类,便是倾转式重力浇铸机和移动式重力浇铸机。广东重力浇注模具商家
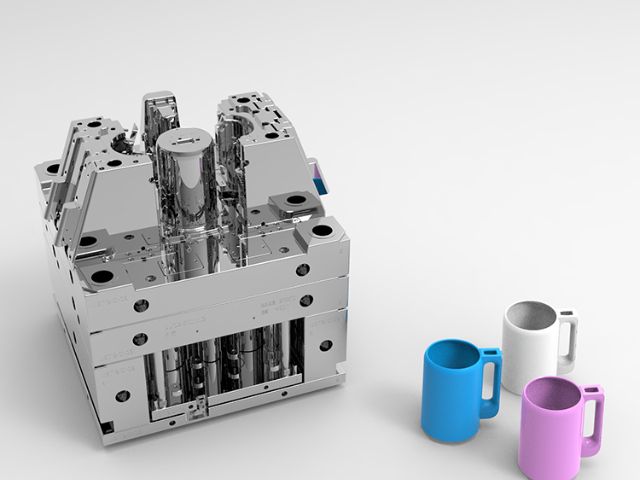
重力浇注模具-压力铸造选择:实际生产中并不是每台压铸机都能满足压铸各种产品的需要,而必须根据具体情况进行选用,一般应从下述两方面进行考虑:1)按不同品种及批量选择:在组织多品种,小批量生产时,一般要选用液压系统简单,适应性强,能快速进行调整的压铸机,在组织少品种大量生产时,要选用配备各种机械化和自动化控制机构的高效率压铸机;对单一品种大量生产的铸件可选用独用压铸机。2)按铸件结构及工艺参数选择,铸件外形寸尺,重量、壁厚等参数对选用压铸机有重要影响。铸件重量(包括浇注系统和溢流槽)不应超过压铸机压定的额定容量,但也不能过小,以免造成压铸机功串的浪费。一般压铸机的额定容量可查说明书。压铸机都有一定的较大和较小型距离,所以压型厚度和铸件高度要有一定限度,如果压铸型厚度或铸件高度太大就可能取不出铸件。昆明铝重力浇铸模具商家金属铸造俗称硬模铸造,是用金属材料制造铸件。
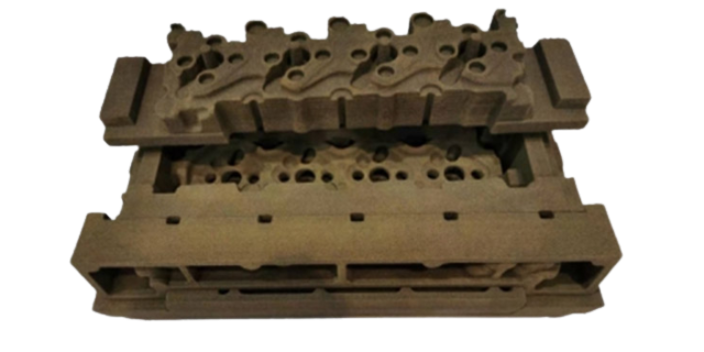
重力铸造模具有哪些应用:首先,必须选择合适的铸造工艺,铸造工艺的优劣直接关系到铸件质量和工艺出品率的高低。国内有些模具制造厂,已开始使用凝固模拟来进行铸造工艺辅助设计,通过对充型和凝固过程的计算机模拟,发现易产生铸造缺陷的热结部位并予以克服,这对提高铸造工艺设计的可靠性,有效防止模具在调试过程中不必要的返工,是十分重要和有效的。其次,模具要有好的容热能力。符合要求的较厚实的模架和模块,不单是模具寿命的有效保证,而且对于模具连续工作过程中温度场的调节都具有非常重要的作用。
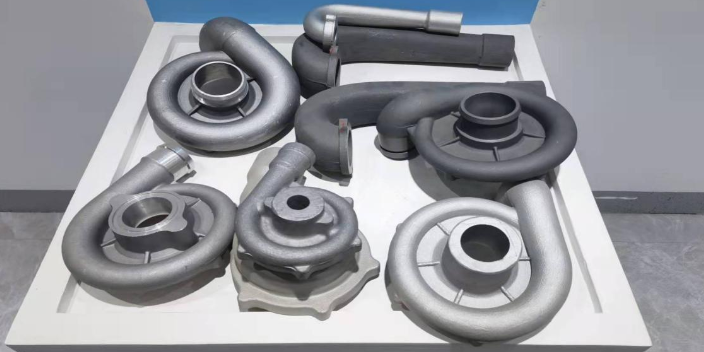
重力浇注模具-压力铸造特点:压铸有以下三方面优点:产品质量好,铸件尺寸精度度和硬度较度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。生产效率高,机器生产率高,压铸型寿命长,一付压铸型,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。经济效果优良,由于压铸件尺寸精确,表面光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。既节省装配工时又节省金属。重力浇注模具可以将模具倾转浇铸,能够有效提高铸造产品的内在品质。
金属模铸造-铸件工艺性设计:铸件工艺性设计原则铸件工艺性设计应在尽量满足产品结构要求的前提下,通过调整机械加工余量、增大铸造斜度、增加工艺余量和工艺肋及工艺凸台等方法,使铸件结构更加合理,从而获得良好铸件。铸件工艺性设计原则:①为了简化金属型结构,提高铸件质量,产品中需要机械加工的小孔(螺纹孔、安装孔)一般不铸出来。②产品中局部厚大处,当不便于设置冒口补缩时,有些小孔也应铸出来,以加快厚大部位的冷却速度,避免产生缩松。③为了便于设置冒口以对整体铸件进行补缩,有些大孔也不应该铸出,同时还要调整加工余量,满足铸件顺序凝固的要求。④为了防止铸件在生产过程中变形,对一些形的铸件应增加防变形肋,待较后工序加工去掉。⑤加工过程中装卡定位性能差的铸件,可以根据需要设计定位装卡凸台,其位置应有利于铸件补缩。⑥在不影响产品性能的前提下,可以局部加大铸造斜度,避免设计活块。重力浇注模具可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造。广东重力浇注模具商家
重力浇注模具一般指完成金属型作用力浇铸的出模、锁模和取货的设备。广东重力浇注模具商家
重力浇注模具在生产铸件出现裂纹情况:重力浇注模具生产的铸件因为性能好,在多个行业被多方面应用,但是铸件上偶尔还是会产生裂纹,有裂纹的铸件不能够像产生缺陷一样去焊补,只能当废品重做,这样会增加生产的成本。重力浇注模具在生产铸件时,可能会因为重力铸造模具或者铸件产品本身结构上的阻碍或者限制,导致铸件产品在收缩时形成缩裂或拉裂等。在浇铸时,金属液的凝固收缩体积的时候,碰到内腔砂芯或者膨胀的砂芯时,也会导致生产出来的铸件产品产生裂纹。用在浇铸生产的金属液的结构组成不均匀也会导致受力不均而产生裂纹,在浇铸的重力浇注模具的模具温度不适,铸件的冷却成型过快也会让铸件产生裂纹。想要解决重力浇注模具生产铸件的裂纹问题,就要根据铸件产生裂纹的原因来解决,减少金属液收缩时受到的阻力和作用力。广东重力浇注模具商家
荣恒金属制品公司,2017-12-12正式启动,成立了低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升荣恒的市场竞争力,把握市场机遇,推动建筑、建材产业的进步。业务涵盖了低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件等诸多领域,尤其低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件中具有强劲优势,完成了一大批具特色和时代特征的建筑、建材项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成建筑、建材综合一体化能力。荣恒金属制品公司始终保持在建筑、建材领域优先的前提下,不断优化业务结构。在低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件等领域承揽了一大批高精尖项目,积极为更多建筑、建材企业提供服务。
文章来源地址: http://wjgj.chanpin818.com/mojuog/qitamojupg/deta_16906682.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。