[VIP第1年] 指数:3
[VIP第1年] 指数:3
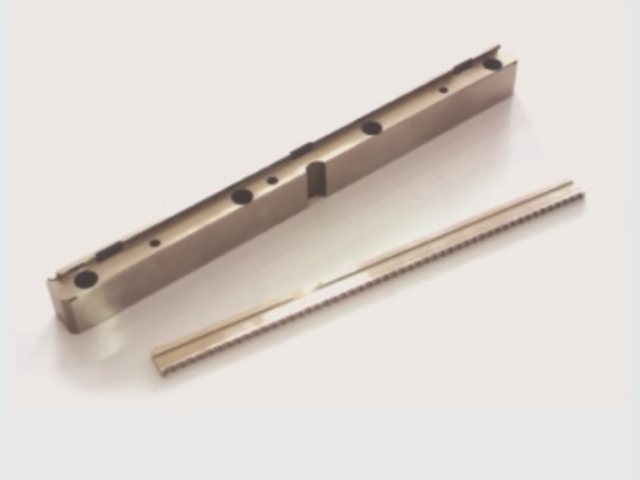
流道设计需要考虑到塑料熔融物的粘度、流动性以及模具的形状和尺寸等因素。螺杆和螺杆筒:押出机头中的螺杆和螺杆筒是塑料挤出过程中的关键组成部分。它们通过旋转运动将塑料熔融物从挤出机中推送到机头,并在推送过程中施加一定的压力和剪切力,使塑料熔融物得到充分的熔融和混合。模头设计:押出机头与模具之间的连接由模头完成,模头的设计对产品的成形和质量起着直接影响。模头的设计需要考虑到塑料熔融物的流道设计、冷却系统的设置以及产品的形状和尺寸等因素。流道设计需要考虑到塑料熔融物的粘度、流动性以及模具的形状和尺寸等因素。螺杆和螺杆筒:押出机头中的螺杆和螺杆筒是塑料挤出过程中的关键组成部分。它们通过旋转运动将塑料熔融物从挤出机中推送到机头,并在推送过程中施加一定的压力和剪切力,使塑料熔融物得到充分的熔融和混合。模头设计:押出机头与模具之间的连接由模头完成,模头的设计对产品的成形和质量起着直接影响。模头的设计需要考虑到塑料熔融物的流道设计、冷却系统的设置以及产品的形状和尺寸等因素。设备维护:定期对押出机进行清洁和维护,确保设备的正常运行和延长使用寿命。深圳可调模具哪家好

皮线一体模机头的维护和保养非常重要,可以延长其使用寿命并确保生产效率。以下是一些常见的维护和保养方法:1.清洁:定期清洁模具表面和挤出机射出口,移除残留的塑料和杂质。可以使用专门用的清洁剂和工具进行清洁,确保模具表面光滑洁净。2.润滑:根据使用手册的指导,定期给机头内部的活塞、螺杆等部件进行润滑。使用适当的润滑剂,并避免过量使用,以防止影响挤出质量。3.检查和更换磨损件:定期检查模具和机头的磨损情况,特别是模具出口和内部的磨损情况。如发现磨损严重,应及时更换磨损的部件,以确保挤出质量和产品尺寸的稳定性。4.控制温度和压力:根据产品要求,严格控制挤出过程中的温度和压力。定期检查和校准温度控制系统,确保温度稳定性和一致性。5.停机保养:在停机期间,应将机头部件进行拆卸和清洁,并进行检查。确保所有部件没有磨损或损坏,并进行必要的维修和更换。总之,定期的清洁、润滑和检查是皮线一体模机头维护和保养的关键。遵循正确的维护方法和周期,可以保持机头的正常运行,确保生产的稳定性和产品的质量。同时,遵循制造商提供的维护手册和指导,以确保正确操作和维护。深圳光纤着色模具厂家哪家质量好押出机头的部件制造需要使用先进的加工设备和工艺技术。

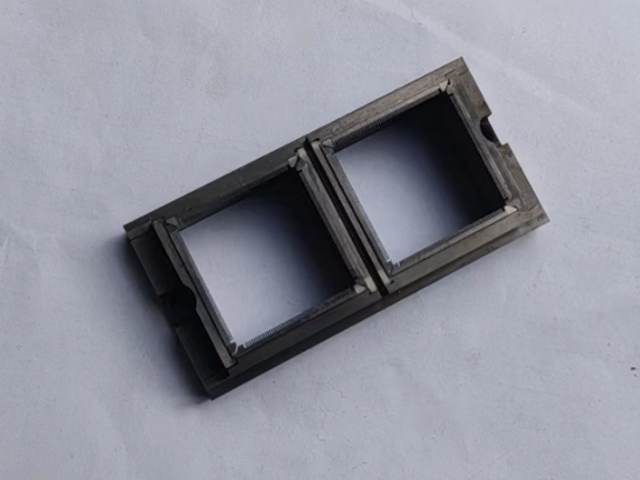
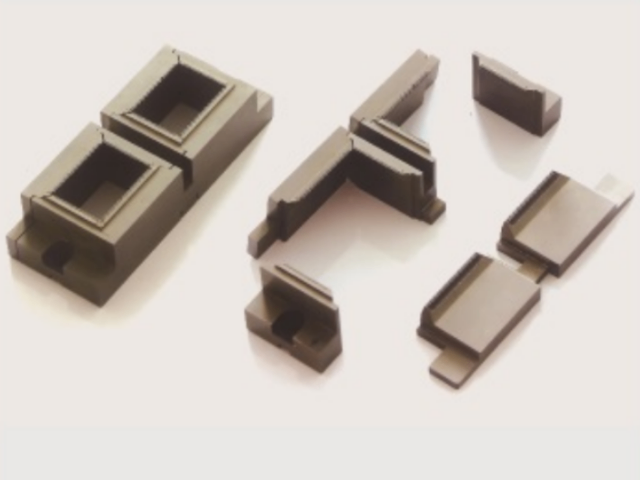
在塑料型材生产中,押出机头的复杂性和多样性体现得淋漓尽致。以建筑用塑料窗框型材为例,这种型材通常具有复杂的截面形状,包括多个中空腔室、加强筋和各种装饰性的棱边。押出机头在生产此类型材时,首先需要通过精确的分流锥设计将物料均匀地分配到各个需要填充的区域。分流锥的角度、长度和表面形状都要根据型材的具体结构进行优化,以确保物料能够准确地流入不同的腔室和围绕加强筋流动。押出机头的制造工艺是保证其质量和性能的重要环节。
在环保塑料挤出领域,押出机头有着独特的应用特点。环保塑料如生物降解塑料、再生塑料等在加工过程中与传统塑料有所不同。对于生物降解塑料,如聚乳酸(),其热稳定性相对较低,在加工温度范围内容易发生水解等反应。因此,押出机头在处理此类材料时,需要更加精确的温度控制,防止温度过高导致材料性能下降。同时,由于生物降解塑料的粘性和流变特性可能与传统塑料有差异,机头的流道设计要考虑到这些因素,以保证物料的顺利挤出。押出机头是我们公司的主要产品,它具有复杂的结构。

皮线一体模机头的价格会受到多种因素的影响。以下是一些常见的价格因素:1.规格和型号:不同规格和型号的皮线一体模机头价格差异较大。通常来说,规格越大、功能越强大的模机头价格相对较高。2.材料和工艺:模机头的制造材料和工艺也会影响价格。高质量的材料和先进的制造工艺往往会使模机头的价格上升。3.技术水平和创新:技术先进、具有重要技术或独特创新的皮线一体模机头通常价格较高。这是因为技术**的模机头能够提高生产效率和产品质量,具有更好的市场竞争力。4.品牌和声誉:有品牌的皮线一体模机头通常价格较高。这是因为品牌和声誉往往意味着产品质量可靠、售后服务完善等优势。5.市场供需关系:市场供需关系也会对价格产生影响。当市场需求超过供应时,价格可能上涨;当市场供应过剩时,价格可能下跌。6.地区因素:不同地区的市场竞争程度、人工成本、运输成本等因素也会对价格产生影响。需要注意的是,以上因素不是一定的,它们可能会相互影响和交织在一起。购买皮线一体模机头时,消费者需要根据自身需求和预算综合考虑这些因素,并选择性价比较高的产品。 期校正温度控制仪表,检查其调节的正确性和控制的灵敏性。深圳可调模具哪家好
合理使用和维护押出机头,能够提高产品的质量和生产效率,为塑料行业的发展做出贡献。深圳可调模具哪家好
电线电缆常见问题处理办法外被脱皮不良以及芯线粘连(1)生产中押出机头压力太大时会造成脱皮不良,押出时尽量通过增大外模孔径的方法避免压力过大.其次水槽距离机头应越近越好.水量应大为宜,做到急速冷却.(2)隔离不良造成脱皮不良,缠绕偏移,编织松散等倒造成外被附在芯线上造成脱皮不良,生产中要注意内模的选择不可太小(用半成品穿过眼模能轻松滑动为宜)(3)过粉太少造成脱皮不良,生产中因滑石粉潮湿和过粉太少都会造成脱皮困难,生产前及时将滑石粉烘烤干燥.押出中及时添加滑石粉,加速时对模具的距离进行调整(减小)(4)芯线粘连:芯线粘连一般是因为胶皮熔点太低押外被时高温熔融粘在一起,生产中一段水槽要放大的水,做到急速冷却,必要时绞合时离型剂或过粉.押外被时也可采用先过离型剂再过粉.(5)部份客户要求线材剥高力,在实际操作中根据客户要求对押出机押出条件进行调整即可.深圳可调模具哪家好
文章来源地址: http://wjgj.chanpin818.com/mojuog/qitamojupg/deta_24655363.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。