[VIP第1年] 指数:3
[VIP第1年] 指数:3
传统的模具铺层方法:A、原料:1)模具树脂模具树脂应具有较高的热变形温度和低收缩性。间苯树脂、乙烯基树脂(如FUCHEM854、854M、881,上海玻璃钢制品代加工批发厂家、881T)及DCPD树脂均可作为模具树脂。乙烯基型聚酯树脂高固含量、触变性、已促进使其具有较好的工艺性能,低收缩性能;优良的机械性能,耐热降解性能,耐化学腐蚀性能。在高温下有优越的强度保留,热变形温度高。在制造高挡模具时可做为模具材料的选择,确保产品表面质量靠的是模具胶衣,保证产品质量的稳定与一致性,则靠的是模具树脂的性能。2)玻纤增强材料表面毡因其纤维细腻、浸润方便、消泡容易,经常作为首层增强材料。短切毡是非常理想的模具用增强材料,因为这样可以较大程度减少纤维纹路的印出。3)质量保证为了保证模具树脂达到质量要求,上海玻璃钢制品代加工批发厂家,上海玻璃钢制品代加工批发厂家,也要象模具胶衣一样做进行质检。包括:材料储存期、测试胶凝时间。糊制成形的密实性和浸透性控制必须适当。上海玻璃钢制品代加工批发厂家
玻璃钢制品手糊成型步骤及注意事项:纤维增强材料的准备:手糊成型用的布或毡,要预先经过表面处理,尽可能选用经过前处理的纤维增强材料,不论何种纤维及制品,使用前一定要保持干燥,不沾油污。增强材料的剪裁设计很重要,一般应集中剪裁,以便提高效率和节约用布。剪裁时应注意:①布的经纬向强度不同,应根据设计要求,纵横交替铺放,对有方向性强度要求的制品,可使用单向布增强。②对表面起伏变化较大的产品,应局部将纤维布剪开,但尽量少开刀,并要注意把开口部位错开。③增强材料的搭接长度一般取50毫米,在厚度要求严格时,可采取对接,但要注意错缝。④剪裁玻璃布的大小,应根据产品尺寸、性能要求和操作难易程度来决定。小块接头多,强度低,如果施工方便,尽可能采用大块布糊制。武汉玻璃钢淋浴房底座模具定做哪家好模具表面同靠前条上的R角必须大小一致,过渡光顺。
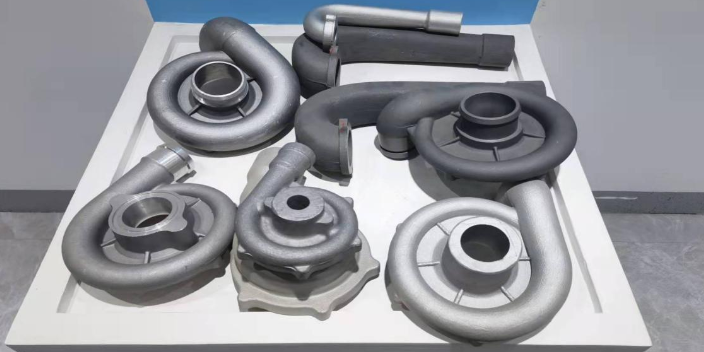
玻璃钢雕塑模具制作材料与制作方法:玻璃钢(也称玻璃纤维增强塑料,国际公认的缩写符号为GFRP或FRP,属热固性塑料)是一种品种繁多,性能各异用途普遍的复合材料。它是由合成树脂和玻璃纤维及其他一些添加剂经复合工艺,制作而成的一种功能型的新型材料。其实,玻璃钢既非玻璃,也不是钢,它的基体是一种高分子有机树脂,用玻璃纤维或其他织物增强。因为它具有玻璃般的透明性或半透明性,具有钢铁般的**度而得名。它的科学名称是玻璃纤维增强塑料。
玻璃钢模具制作和工艺规程: 1.涂刷胶衣层待脱模剂完全干燥后,将模具**胶衣用毛刷分两次涂刷,涂刷要均匀,待靠前层初凝后再涂刷第二层。胶衣颜色为黑色,胶衣层总厚度应控制在0.6mm左右。在这里要注意胶衣不能涂太厚,以防止产生表面裂纹和起皱。2.树脂胶液配制由于常温树脂粘度很大,可先将不饱和聚酯树脂在60℃恒温箱中加热30min,以降低其粘度,再加入20~25份的固化剂(固化剂的加入量应根据当时的气温、现场温度适当增减),迅速搅拌,进行真空脱泡1~3分钟,以除去树脂胶液中的气泡,即可使用。3.玻璃纤维逐层糊制待胶衣初凝,手感软而不粘时,将调配好的环氧树脂胶液涂刷到经胶凝的模具胶衣上,随即铺一层短切毡,压实,排出气泡。玻璃纤维以GC—M—M—R—M—R—M…(GC表示胶衣,M表示300g/m2无碱短切毡,R表示0.2mm玻璃纤维方格布)的积累方法进行逐层糊制,直到所需厚度。模具收缩率、密封性、脱模斜度、表面光洁度、模具强度、刚度、耐磨性必须满足设计要求。
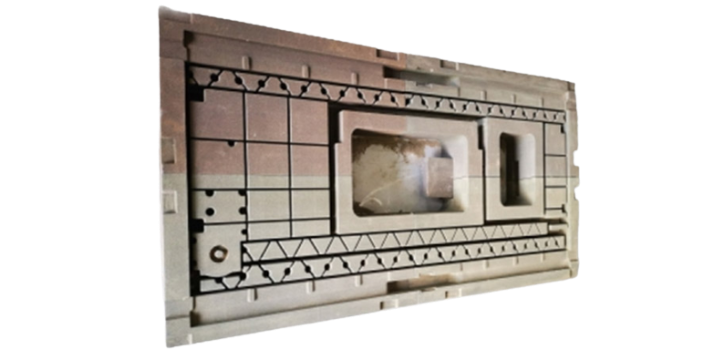
模具外结构:当模具铺层完毕后,下一步工作就是制作模具的外部加强结构。加强结构的目的是:使外部力量平均传递到模具表面阻止了模具的表面变形。模具胶衣产生裂纹的较基本原因是模具受外力变形。正因为如此,设计上提高模具的刚性,将会较大阻止胶衣的开裂。模具铺层中强芯毡、轻木夹芯材料的使用可大幅度提高模具的刚性,减少在脱模过程外力对模具的损坏。无论钢架结构、胶合板的条箱结构或骨架结构,如果结构直接与模面联接,不同的热传导将引起模具表面印痕。因此在结构和模具结合部位,采用隔热材料作为加强结构的基础铺层或低导热的粘接材料。模具地板焊接平直、刚性良好、强度高、周边光洁。上海玻璃钢管道模具订制哪家好
弹簧等弹性零件:在使用过程中,弹簧是模具较易损坏的零件之一。上海玻璃钢制品代加工批发厂家
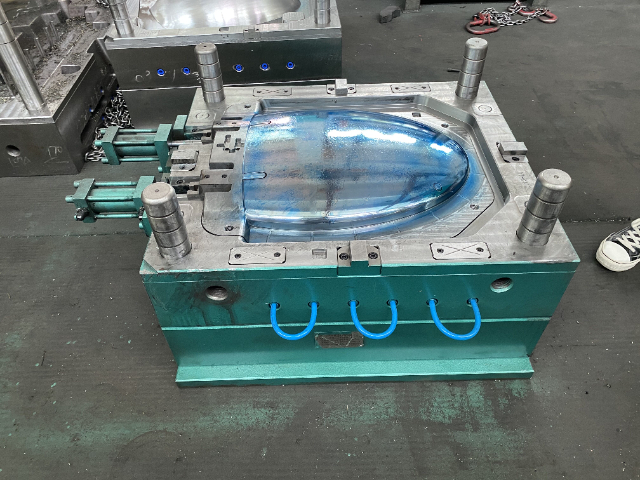
玻璃钢模具制作技术详解:1、主模制作:制作主模的材料有很多,一般要求作主模的材料易成形,易休整,且有稳定性好等特点。如木材,石膏,蜡等。我们通常用的都是木材。根据产品图纸或模具图纸,由木工做出木制主模。2、主模修整:主模必须经过修理后方能进行生产模的翻制。修整包括打腻子,整形,尺寸的较正,加固。这一过程主要是对木模表面及整体做基本的处理,以保证木模在尺寸及形式上与图纸相吻合。3、主模表面处理:这一工序中有喷胶衣,胶衣固化,打磨,抛光,打脱模蜡等。在前面工序中处理好的主模上喷上胶衣,然后等胶衣固化,胶衣固化后就用砂纸打磨胶衣面。一般从几十号的粗砂纸一直打到一千号左右的细砂纸。打完砂纸后,开始抛光模具,较后打上脱模产品。直到此时,主模生产就结束了。接下就可以用主模来制作生产模。上海玻璃钢制品代加工批发厂家
文章来源地址: http://wjgj.chanpin818.com/mojuog/qitamojupg/deta_7690230.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。