[VIP第1年] 指数:3
[VIP第1年] 指数:3
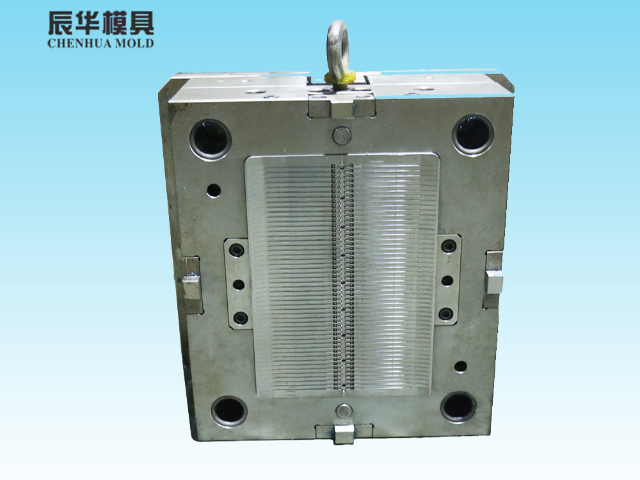
瓶胚模具目前的应用是较为普遍的,广州塑料瓶瓶胚模具制造,在我们日常生活中,普遍用于食用油、饮料、糖果、医药等多包装行业,其具有优良、节能、高效、使用寿命长等特点,那么瓶胚模具具有什么优势呢?瓶胚有这较为完整统一的质量标准和口径参数等,因此说瓶胚的生产制作是相对规范的。可以说吹瓶模具决定了塑料瓶的形状,瓶胚很大程度上决定了塑料瓶的质量,对于塑料瓶的重要性就不用多说了。另外,瓶胚模具选用二级双锥度定位技能,每腔单独自锁,确保模具同心度,广州塑料瓶瓶胚模具制造,优良的冷系统实现常温水冷却的高效率,而且免剪浇口,下降工人劳动强度,模具寿命至少300万次模次,广州塑料瓶瓶胚模具制造。全自动生产。对于变形较大的瓶胚模具要掌握变形规律。广州塑料瓶瓶胚模具制造

怎样的瓶胚模具才是好呢?1、产品设计:一般而言,我们都知道产品设计是先完成的,但成型是在热流道模具中完成的。为了保证成型结束时有光滑的产品外表,容易出模,必须在产品的结构设计上考虑那些因素。2、注塑机的性能:能够安装给定尺寸的模具、提供足够的合模力、按循环时间的要求进行操作、塑化足够的物料等等。3、温度控制:每个喷嘴必须与一个相对复杂的温度控制器相连接。4、流道:热流道系统的使用避免了产生料把,从而既节省了原料,同时又省去以往需要通过手工、机械手或其他方式来去除料把的工序。湖南专业糖果罐瓶胚模具报价瓶胚模具具有硬度高、使用寿命长的特点。

PET瓶坯注塑时的注意事项有哪些?PET瓶坯注塑时要注意一些问题,如瓶坯的质量、加热温度以及使用的辅机模具等,避免影响它的注塑效果。1、瓶坯:制备吹塑瓶时,首先将PET切片注射成型为瓶坯,它要求二次回收料比例不能过高(5%以下),回收次数不能超过两次,而且分子量及粘度不能过低(分子量31000-50000,特性粘度0.78-0.85cm3/g)。注塑成型的瓶坯需存放48h以上方能使用。2、加热:瓶坯的加热由加热烘箱来完成,其温度由人工设定,自动调节。烘箱中由远红外灯管发出远红外线对瓶坯辐射加热,由烘箱底部风机进行热循环,使烘箱内温度均匀。瓶坯在烘箱中向前运动的同时自转,使瓶坯壁受热均匀。3、预吹:预吹是二步吹瓶法中很重要的一个步骤,它是指吹塑过程中在拉伸杆下降的同时开始预吹气,使瓶坯初具形状。这一工序中预吹位置、预吹压力和吹气流量是三个重要工艺因素。预吹瓶形状的优劣决定了吹塑工艺的难易与瓶子性能的优劣。
选择瓶胚模具的关键因素:1、塑料原材料:不同的塑料原料具有不一样的加工变量,而那些加工变量会影响热流道系统的选择。2、产品的重量:不同重量的产品对热流道的要求也完全不一样。3、喷嘴:喷嘴一般可按尺寸、温度分布、物理特性、所用材料(铜、钢等等)以及维修的难易程度和价格等进行区分。4、模具:比如型腔数是多少?喷嘴分布距离如何?加工什么样的材料?等等这些都是与选配热流道系统有关的模具要素。5、循环周期:快速的生产循环意味着对喷嘴要求的提高。例如,喷嘴要准确地传递热量,而且要耐用。瓶胚模具特点:瓶胚采用电脑模拟拉伸测试设计,确保吹瓶的成功率。

影响瓶胚模具成型的主要因素有哪些? 1.型胚预吹阶段为避免型胚内表面的接触、粘附,加之改善制品壁厚的均匀性,要对型胚进行预吹胀。在型胚预吹阶段,从型胚下方往型胚内喷气,以护持型胚,减小其垂伸。在这一阶段,影响壁厚分布的因素有:预吹压力以及预吹时间。2.在型胚高压吹阶段,高压吹胀型胚,使之贴紧模具型腔,实现产品塑性成型。该阶段,常见的现象是型胚受高压吹胀变形、型胚与模腔接触变形。而影响这类情况的因素有:材料的收缩率;吹气的压力与时间;模具的材料与结构;模具排气系统以及模具冷却系统,如冷却水道分布、冷却水进水温度等。产品设计是选择瓶胚模具过程中需要注意的问题。郑州汽水碳酸饮料瓶瓶胚模具设计厂家
国内瓶胚厂家选用短胶口瓶胚的较多。广州塑料瓶瓶胚模具制造
PET瓶胚模具常见问题的原因及解决方式:现象一:PET瓶胚不透明:原因:可能是因为原料干燥及塑化不足;或者混入其它塑料,纯净度不高;再者料温太低,导致PET瓶胚不透明。解决方式:检查是否干燥料温太小或注射量不相配,必须保证原料在165度干燥至水分含量少于0.02%;且在制造时必须保证干燥在四个小时以上;此外,还可以试着提高螺杆的转速。现象2:瓶身在垂直方向未吹满:原因:此类情况出现时,则有可能是不满部分瓶胚调温太高、不满部分瓶胚有冷块、风压风量不足、吹瓶模排气不良、吹瓶模温太高、瓶胚壁太薄、瓶子纵向拉伸比不足这些原因导致的。解决方式:调正PET瓶胚温度、不触摸加热后的胚身且查清冷硬块是否碰触过、加大储气气压气量、增加排气、在吹瓶模加开冷却水、修正模具、加大纵向拉伸比都可以解决这个问题。广州塑料瓶瓶胚模具制造
台州市弘凯模具有限公司致力于机械及行业设备,是一家生产型公司。弘凯模具致力于为客户提供良好的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,一切以用户需求为中心,深受广大客户的欢迎。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。
文章来源地址: http://wjgj.chanpin818.com/mojuog/suliaomo/deta_17437190.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。