[VIP第1年] 指数:3
[VIP第1年] 指数:3
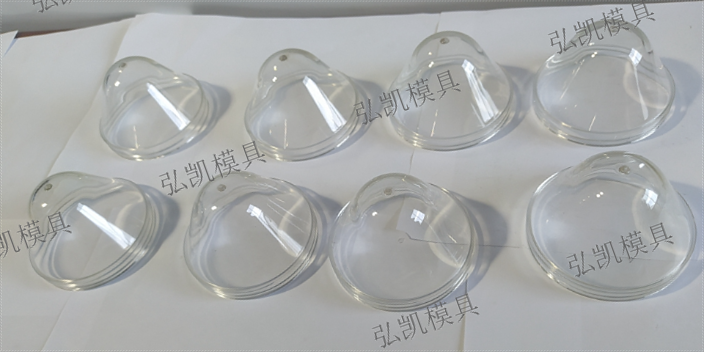
影响PET管胚模具塑件成型的因素:PET管胚模具中芯棒的长度一般取值为10:1。因为型坯在充模的过程中,受到的注射压力比较大,如果其长度取值比例大,就会导致芯棒弯曲较大,容易造成型坯壁厚分布不均匀的现象。而芯棒的高度也是根据型坯的具体高度来进行参考的,将这些具有正确尺寸的型坯进行生产时,要将温度稳定在145摄氏度左右,从而来生产出高透明的塑件。管胚与吹胀比的取值也是影响塑件成型的因素之一。在塑件成型的过程中,型坯会发生轴向拉伸作用。其轴向拉伸的越小,证明其吹胀比越大,同时就会导致生产出来的塑件具有管壁厚度分布不均匀的情况以及容易造成管身和管体的过渡位置曲线部分不均匀的现象。锁模顶针开启后没有即时注射,再次锁模时,应检查型腔内是否有胶溢出,以免造成堵塞或压坏模心、模腔。PET管胚模具哪里买
PET管胚模具的材料要求:1、高温性能,塑料管胚模具的材料应具有较高的抗回火稳定性,以保证模具在工作温度下,具有较高的硬度和强度。2、耐蚀性,有些塑料管胚模具在工作时,模具型腔表面会侵受到分解气体的侵蚀,导致加大其表面粗糙度、加剧磨损失效。3、疲劳断裂性能,在塑料管胚模具的工作过程中,由于其是在循环应力的长期作用下,所以长此以往,可能会导致疲劳断裂。4、耐冷热疲劳性能在工作过程中会处于反复加热和冷却的状态,易会导致模具失效,所以这类模具必须具有较高的耐冷热疲劳性能。长沙PET管胚模具加工管胚模具在使用过程中,总有或许呈现较大故障而需求停机检修,在停机时不能再继续作业。

管胚模具抛光方法:1、磁研磨抛光 :磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度。2.流体抛光:流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料的金刚砂喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力流过性好的特殊化台物并掺上磨料制成,磨料可采用磨料磨具的碳化硅粉末。
管胚模具冷却:冷却水道与型腔的距离各处应保持一致,保证制品各处冷却收缩均匀。对于大型模具,为了改进冷却介质的循环,提高冷却效应,应直接在吹管模的后面设置密封的水箱箱上开设一个人水口和一个出水口。对于较小的模具,可直接在模板上设置冷却水通道,冷却水从模具底部进去,出水口设在模具的顶部,这样做一方面可避免产生空气泡;另一方面可使冷却水按自然升温的方向流动。模面较大的冷却水通道内,可安装折引导水的流向,还可促进湍流的作用,避免冷却水流动过程中出现死角。冷却水道的保养,管胚模具为铝质模具。

管胚模具在安装过程中要注意的事项:1.新的管胚模具安装时,必须确认由于运输造成的螺栓松开问题,必要时紧固所有的螺栓。2.模具温控系统安装完成,必须确认插座、组线安装是否按标识正确连接,以免造成电器零件烧毁或温控不正常等问题发生。3.模具未开冷却水,请勿加温,高温可能导致模具零件及密封件损坏、变形等。4.模具上端插座及模具内发热器切勿接触到水,否则将导致模具内加热器及温控箱零件损坏。5.锁模顶针开启后没有即时注射,再次锁模时,应检查型腔内是否有胶溢出,以免造成堵塞或压坏模心、模腔。6.导柱、导套及脱模机构,应使用高黏度固态油,并应长期保持良好润滑状态,否则将导致零件磨损或顶出、退回不顺畅。7.模具加温时,先开主流道温度,待主流道温度上升到设定值,方可打上分流道开关,以免分流道加温过早造成原料分解发黑。8.必须按日维护事项检查或维护模具,以免模具关键部位螺丝松动。PET管胚模具要设计成部件可互换的,如螺口、克重、型腔、型芯等。深圳专业管胚模具批发
管胚模具在安装过程中要注意哪些事项?PET管胚模具哪里买
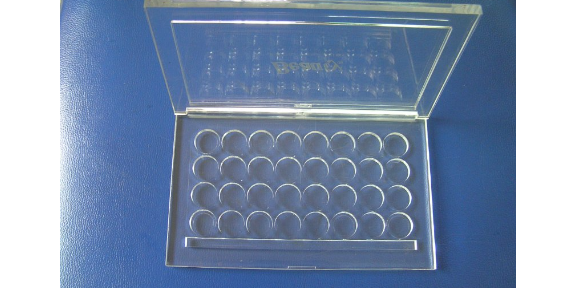
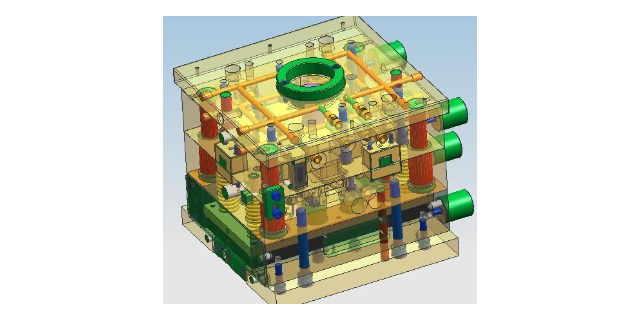
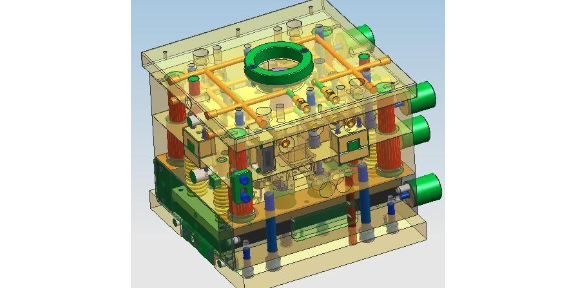
管坯模具是注塑加工的产品,是中间体,经过吹塑加工成为终端产品,终端产品包括塑料管等,是人们日常生活需求的必须产品。主要材料有PET等。管胚模具一般都是多腔模具,管胚模具要做到统一性,互配性高的高精度标准。管胚模具一般都比较细长。一般管胚模具都需要长时间且强度高的生产,所以需要比较硬的钢料。管胚一般有三种浇口,长浇口,短浇口和针阀浇口,48腔及以上用针阀浇口。PET管胚模具是厂家生产塑料产品中的一种关键装置,能够对产品加工效果产生一定影响。PET管胚模具哪里买
文章来源地址: http://wjgj.chanpin818.com/mojuog/suliaomo/deta_20322577.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。