[VIP第1年] 指数:3
[VIP第1年] 指数:3
当使用瓶胚模具的过程中出现银纹、气泡和气孔该如何操作?1、喷嘴孔太小、物料在喷嘴处流涎或拉丝、机筒或喷嘴有障碍物或毛刺,速料流经过时产生摩擦热使料分解。2、由于设计上的缺陷,如:浇口位置不佳、浇口太小、多浇口制件浇口排布不对称、流道细小、模具冷却系统不合理使模温差异太大等造成熔料在模腔内流动不连续,堵塞了空气的通道。3、瓶胚模具分型面缺少必要的排气孔道或排气孔道不足、堵塞、位置不佳,又没有嵌件、顶针之类的加工缝隙排气,造成型腔中的空气不能在塑料进入时同时排出。4、模具表面粗糙度差,摩擦阻力大,造成局部过热点,使通过的塑料分解。专业塑料瓶胚模具在塑料制品行业中具有不可替代的作用,是推动行业发展和提升产品质量的重要力量。长沙汽水碳酸饮料瓶瓶胚模具加工厂

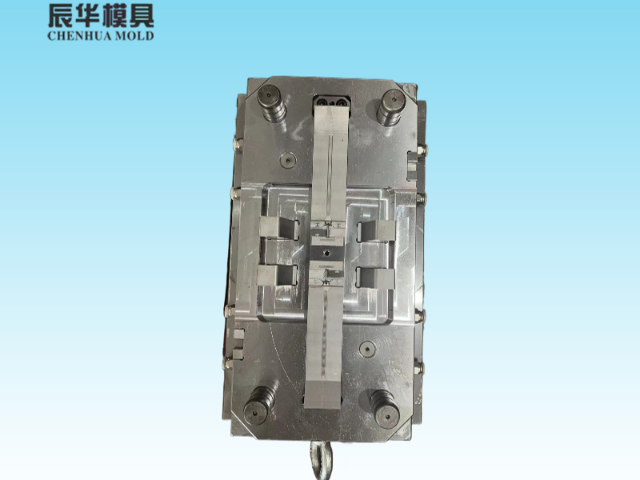
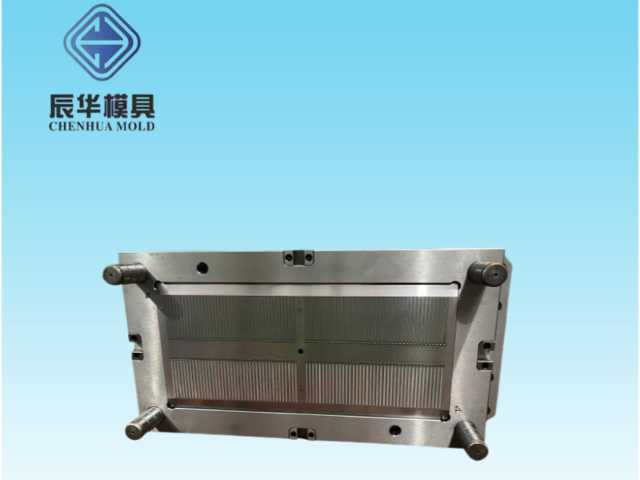
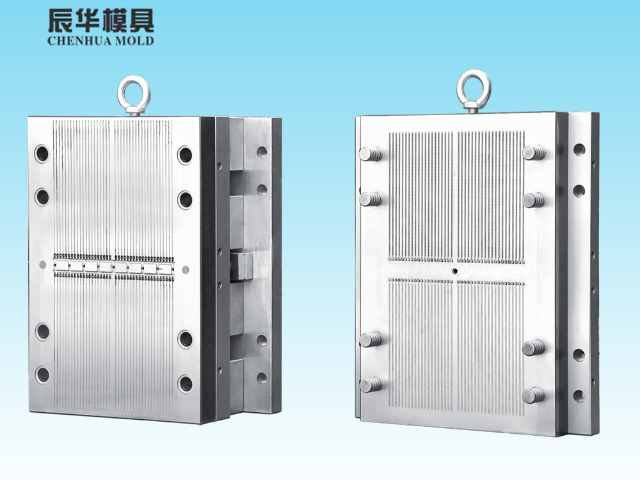
瓶胚模具是如何制作的?瓶胚模具是通过注塑机将熔料注入模具内制取型,再将型胚趁热放到吹塑模具内,通入空气使型胚吹胀的一种成型方法。将粉状或粒状塑料从注射机的料斗送入加热的料筒内,加热熔融塑化后,借助柱塞或螺杆的推力,物料将被压缩同时向前移动,经过料筒前端的喷嘴,快速的将塑料注入温度较低的闭合模具型腔中,通过一段时间的冷却使其定型后,开启模具即得制品。瓶胚模具组成:注射模具主要由浇注系统、成型零件和结构零件三大部分所组成。其中浇注系统和成型零件是与塑料直接接触部分,是模具中复杂、变化大、要求加工精度高的部分。湖北专业化妆品瓶瓶胚模具厂瓶胚模具的设计非常精细,它必须精确地复制出瓶子的形状和尺寸,以保证生产出的每一个瓶子都符合标准。

瓶胚模具试模需要的注意事项:1、在开始注塑时,不能立即把料充满型腔,应逐渐加大注塑量。2、根据注塑时产品的实际状况调整相关设备及注塑工艺参数。3、模具上端插座及模具内发热器切勿接触到水,否则将导致模具内加热器及温控箱零件损坏。4、瓶胚模具加温时,先开主流道温度,待主流道温度上升到设定值,方可打上分流道开关,以免分流道加温过早造成原料分解发黑。5、设定相关设备及工艺参数,达到设定值后根据模具动作顺序要求开模。6、根据瓶胚模具动作顺序要求反复多次空载试验模具动作,检查模具阀针开、合是否同步进行,滑块系统是否顺畅到位。
影响瓶胚模具热流道喷嘴选择的因素:1、塑料原材料:不同的塑料原料具有不一样的加工变量,而那些加工变量会影响热流道系统的选择。2、产品的重量:不同重量的产品对热流道的要求也完全不一样。3、喷嘴:喷嘴一般可按温度分布、尺寸、物理特性、所用材料(铜、钢等等)以及维修的难易程度和价格等进行区分。4、注塑机的性能:能够安装给定尺寸的模具、提供足够的合模力、按循环时间的要求进行操作、塑化足够的物料等等。5、流道:热流道系统的使用避免了产生料把,从而既节省了原料,同时又省去了以往需要通过手工、机械手或其他方式来去除料把的工序。专业瓶胚模具是瓶胚制造过程中不可或缺的重要工具,它的质量和设计直接影响到瓶胚的质量和生产效率。

选择瓶胚模具的关键因素:1、塑料原材料:不同的塑料原料具有不一样的加工变量,然而那些加工变量会影响热流道系统的选择。2、产品的重量:不同重量的产品对热流道的要求也完全不一样。3、喷嘴:喷嘴一般可按尺寸、温度分布、物理特性、所用材料(铜、钢等等)以及维修的难易程度和价格等进行区分。4、模具:比如型腔数是多少?喷嘴分布距离如何?加工什么样的材料?等等这些都是与选配热流道系统有关的模具要素。5、循环周期:快速的生产循环意味着对喷嘴要求的提高。例如,喷嘴要准确地传递热量,而且要耐用。专业塑料瓶胚模具的设计制造需要高度的技术水平和严格的质量控制。福建专业化妆品瓶瓶胚模具开模
专业瓶胚模具在制造业中扮演着举足轻重的角色。长沙汽水碳酸饮料瓶瓶胚模具加工厂
瓶坯模具是选用低熔点的金属元素做配方,使用浇铸工艺方法制造模具型腔、成形凸模;或以低熔点合金作定位、支撑和连接基体,以镶拼钢刃口作冲切刃口,来制作形状复杂的大型切边、冲孔等模具。在板料成形方面,主要是圆筒形、盒形、圆锥形以及半球形等零件的成形。对于浅的拉延件,由于凹模洞口受力较小,在批量不大的情况下,不需在低熔点合金四模中埋入钢制的凹模板。而深拉延零件或半球形零件,其瓶坯模具则必需带压边圈,这样好在双动冲床上使用简化结构的模具。长沙汽水碳酸饮料瓶瓶胚模具加工厂
文章来源地址: http://wjgj.chanpin818.com/mojuog/suliaomo/deta_23043036.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。