[VIP第1年] 指数:3
[VIP第1年] 指数:3
影响瓶胚模具热流道喷嘴选择的因素:1、塑料原材料:不同的塑料原料具有不一样的加工变量,而那些加工变量会影响热流道系统的选择。2、产品的重量:不同重量的产品对热流道的要求也完全不一样。3、喷嘴:喷嘴一般可按温度分布、尺寸、物理特性、所用材料(铜、钢等等)以及维修的难易程度和价格等进行区分。4、注塑机的性能:能够安装给定尺寸的模具、提供足够的合模力、按循环时间的要求进行操作、塑化足够的物料等等。5、流道:热流道系统的使用避免了产生料把,从而既节省了原料,同时又省去了以往需要通过手工、机械手或其他方式来去除料把的工序。专业食用油瓶瓶胚模具是食用油瓶生产中的关键设备,其设计和制造水平直接关系到瓶胚的质量和生产的效率。台州瓶胚注塑模具哪里买

由于瓶胚模具具有专一性精密性易损性等特性因此进行模具的安全保护至关重要,总体归纳有以下六个方面:1、防锈:防止注塑机模具有漏水/冷凝水/雨淋/手印等而造成的生锈现象。2、防撞:防止模具因顶针有断裂、未回退到位而造成的模具撞坏的现象。3、除刺:防止模具因布抹/料冲/手抹/水口钳碰/刀碰而造成的模具毛刺。4、缺件:防止模具因缺少拉杆/垫圈等零件而造成模具使用过程中的损坏。5、防压:防止模具因仍残留有产品而锁模而造成的模具压伤。6、欠压:防止模具因低压保护压力过大造成的伤害。广东专业矿泉水瓶瓶胚模具厂塑料瓶胚模具的精确设计和制造,确保了生产出的瓶胚符合设计要求,表面光滑,尺寸准确。

瓶胚模具目前的应用是较为普遍的,在我们日常生活中,普遍用于食用油、饮料、糖果、医药等多包装行业,其具有优良、节能、高效、使用寿命长等特点,那么瓶胚模具具有什么优势呢?瓶胚有这较为完整统一的质量标准和口径参数等,因此说瓶胚的生产制作是相对规范的。可以说吹瓶模具决定了塑料瓶的形状,瓶胚很大程度上决定了塑料瓶的质量,对于塑料瓶的重要性就不用多说了。另外,瓶胚模具选用二级双锥度定位技能,每腔单独自锁,确保模具同心度,优良的冷系统实现常温水冷却的高效率,而且免剪浇口,下降工人劳动强度,模具寿命至少300万次模次。全自动生产。
瓶胚模具常见的问题如下:1、瓶口飞边是指瓶口处螺纹或许模具闭合处有资料构成薄薄一层凸起。一般为模具磨损构成模具闭合不准确,构成过多资料注塑,呈现飞边现象。2、瓶胚模具合模不良包含瓶坯合模不良和吹塑合模不良。其构成原因与瓶口飞边类似都是由于模具磨损构成的。3、在瓶子的肩部有剩余资料,想个环镶嵌在了那里。其构成原因一般是由于加热旋转不均匀,吹塑时拉伸资料不均匀构成的。4、瓶子内有杂质,黑点、异物、未消融的粒子颗粒等。构成原因一般是在注塑前资料处理有问题。比方模具部洁净会使瓶子上面有黑点,资料粒子不纯洁会使得存在异物,消融不完全,中心分配器嘴部的过滤网失效则构成未完全塑化的粒子进入模腔,然后使得瓶子里面有未消融的粒子。专业清洁剂瓶瓶胚模具的设计和制造需要考虑到多种因素,如塑料的性质、成型工艺、生产效率等。

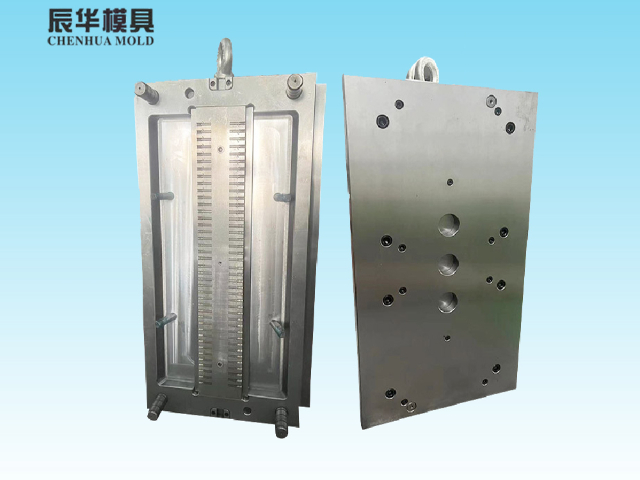
瓶坯模具与钢模相比,具有模具制造周期短和成本低的优点。由于低熔点模具以铸造代替了大量的机械加工与钳工加工,铸造一副瓶坯模具通常只需2~6小时,因此,模具的制造周期一般比前模缩短60~90%。形状愈复杂或尺寸愈大,其优越性就愈明显。此外,瓶坯模具只用少量的普通钢材,不需要特殊钢(切边模、冲孔模只钢刃口部分需用少量工具钢),这样可以节省很多的钢材,而且低熔点合金还可以回收利用,重铸新模。因此,制模成本可约比钢模降低60~90%。瓶胚模具设计精细,结构复杂,需确保每个瓶胚的尺寸、形状和厚度都精确无误。福建专业食用油瓶瓶胚模具厂
专业瓶胚模具的设计过程需要考虑到多种因素,如原料的流动性、冷却速度、成型压力等。台州瓶胚注塑模具哪里买
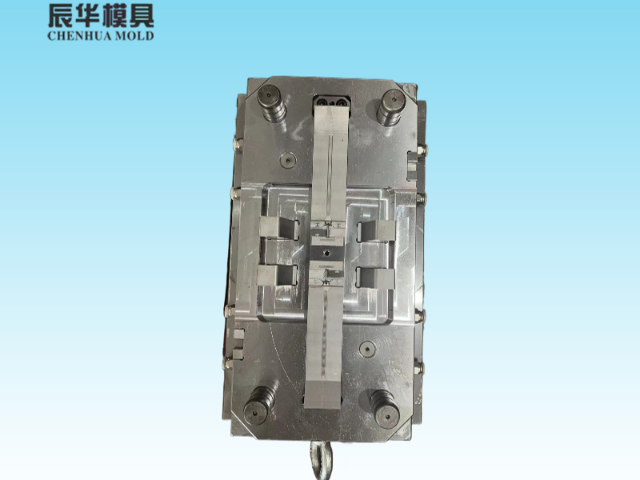
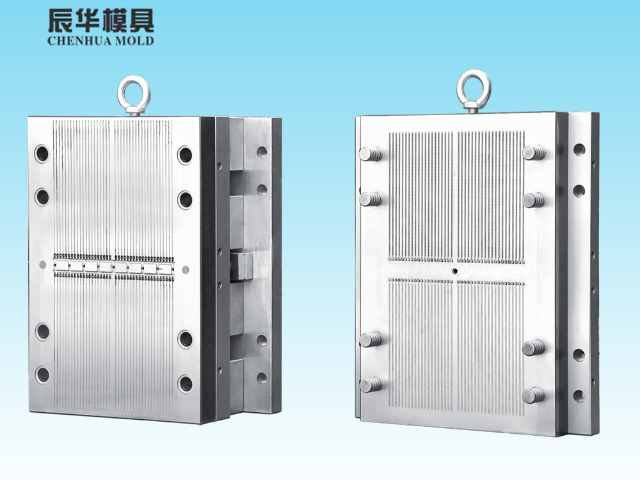
瓶胚模具是什么呢?瓶胚模具热流道系统的使用避免了产生料把,从而既节省了原料,同时又省去了以往需要通过手工、机械手或其他方式来去除料把的工序。瓶胚模具能够安装给定尺寸的模具、提供足够的合模力、按循环时间的要求进行操作、塑化足够的物料等等。瓶胚模具一般用热流道模具成型,模具与注塑机模板之间要有隔热板,其厚度为12mm左右,而隔热板一定能承受高压。排气必须充足,以免出现局部过热或碎裂,但其排气口深度一般不要超过0.03mm,否则容易产生飞边。台州瓶胚注塑模具哪里买
文章来源地址: http://wjgj.chanpin818.com/mojuog/suliaomo/deta_23140231.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。