[VIP第1年] 指数:3
[VIP第1年] 指数:3
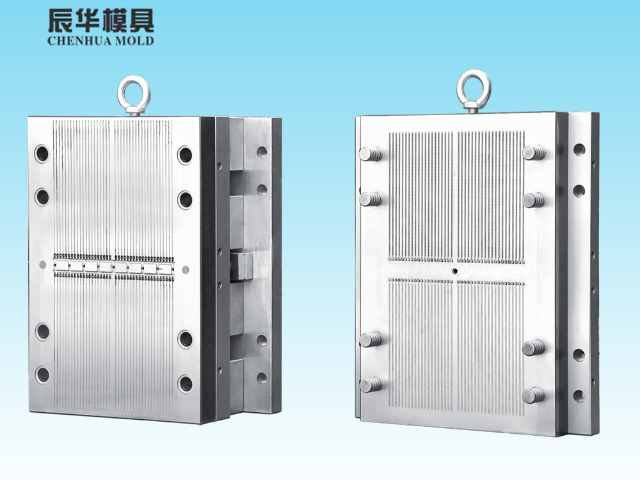
随着塑料工业的飞速发展和通用与工程塑料在强度等方面的不断提高,塑料制品的应用范围也在不断扩大,塑料产品的用量也正在上升。 塑料模具是一种生产塑料制品的工具.它由几组零件部分构成,这个组合内有成型模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,之后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。 一般塑料模具由动模和定模两部分组成,抚州塑料件模具报价,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,抚州塑料件模具报价,抚州塑料件模具报价,开模时动模和定模分离以便取出塑料制品。我国塑料模具在高技术驱动和支柱产业应用需求的推动下,形成了一个巨大的产业链条。抚州塑料件模具报价
模具分型面,在一些国外的制品图中也作具体规定,但在很多模具设计中要由模具设计人员来确定。一般来讲,一平面上的分型面比较容易处理,有时碰到立体份型面就应当特别注意。其分型面的选择应当遵照以下原则;(1)不影响制品外观,尤其对外观有明确要求的制品,更应注意分型面对外观的影响; (2)有利于保证制品的精度 (3)有利于模具加工 (4)有利于浇注系统、排气系统、冷却系统的设计 (5)有利于制品的脱模,砍保在制品在开模时使制品留于动模一侧; (6)便于金属嵌件安装淮安塑料件模具作用有哪些模具镶件材料的选择主要是根据塑料制品的批量、塑料类别来确定。
时效硬化钢塑料模具的热处理:1.时效硬化钢的热处理工艺分两步基本工序。首先进行固溶处理,即把钢加热到高温,使各种合金元素溶入奥氏体中,完成奥氏体后淬火获得马氏体组织。第二步进行时效处理,利用时效强化达到后面要求的力学性能。2.固溶处理加热一般在盐浴炉、箱式炉中进行,加热时间分别可取:1min/mm、2~2.5min/mm,淬火采用油冷,淬透性好的钢种也可空冷。如果锻造模坯时能准确控制终锻温度,锻造后可直接进行固溶淬火。3.时效处理尽可能在真空炉中进行,若在箱式炉中进行,为防模腔表面氧化,炉内须通入保护气氛,或者用氧化铝粉、石墨粉、铸铁屑,在装箱保护条件下进行时效。装箱保护加热要适当延长保温时间,否则难以达到时效效果。
塑料模具推出零件,包括推杆、推管、推块、推件板、推件环、推杆固定板、推板等,用以使制品脱模。注塑模多推广采用标准模架,这种模架是由结构、形式和尺寸都已标准化和系列化的基本零件成套组合而成,其模腔可根据制品形状自行加工。采用标准模架有利于缩短制模周期。塑料模具配件:冲针、冲头、导柱、导套、精定位、顶杆、顶针、司筒、滑块装置、斜顶装置、钢珠套、日期章、塑胶模具弹簧、密封圈、冷却接头,水柱塞、定位圈、浇口套、拉料针、拉杆、限位钉、垃圾钉、支撑柱、开闭器、开模顺序控制器(锁模扣组件)等。压塑模、注塑模和传塑模结构较为复杂,构成这类模具的零件也较多。
塑料挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化。抚州塑料件模具报价
塑料模具用钢要有足够耐磨性。抚州塑料件模具报价
塑料模具抛光方法:机械抛光。机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中较高的。光学镜片模具常采用这种方法。抚州塑料件模具报价
文章来源地址: http://wjgj.chanpin818.com/mojuog/suliaomo/deta_9585527.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。