[VIP第1年] 指数:3
[VIP第1年] 指数:3
各种压铸模具表面处理新技术不断涌现,但总的来说可以分为以下三个大类:传统热处理工艺的改进技术;表面改性技术,包括表面热扩渗处理、表面相变强化、电火花强化技术等;涂镀技术,包括化学镀等。传统热处理工艺的改进技术传统的压铸模具热处理工艺是淬火-回火,以后又发展了表面处理技术。由于可作为压铸模具的材料多种多样,同样的表面处理技术和工艺应用在不同的材料上会产生不同的效果。史可夫提出针对模具基材和表面处理技术的基材预处理技术,在传统工艺的基础上,对不同的模具材料提出适合的加工工艺,从而改善模具性能,提高模具寿命。热处理技术改进的另一个发展方向,是将传统的热处理工艺与先进的表面处理工艺相结合,提高压铸模具的使用寿命。如将化学热处理的方法碳氮共渗,与常规淬火、回火工艺相结合的NQN(即碳氮共渗-淬火-碳氮共渗复合强化,不但得到较高的表面硬度,而且有效硬化层深度增加、渗层硬度梯度分布合理,宁波定制压铸模具口碑推荐,宁波定制压铸模具口碑推荐、回火稳定性和耐蚀性提高,从而使得压铸模具在获得良好心部性能的同时,宁波定制压铸模具口碑推荐,表面质量和性能大幅提高。压铸气孔产生的原因。宁波定制压铸模具口碑推荐

高真空压铸模具100还包括真空阀60、真空通道70、活塞杆80、真空泵91及连接管92,真空通道70开设于压铸动模40处,真空通道70的一端与成型腔50相连通,真空通道70的二端与连接管92的一端连通,连接管92的二端依次将真空阀60和真空泵91串装起来,活塞杆80活动地穿置于压铸动模40并选择性地打开或关闭真空通道70之一端与成型腔50之间的连通;高真空压铸模具100能快速实现成型腔抽真空,且抽真空效果好以提高产品内部质量和铸件可进行热处理。另,由真空通道70、活塞杆80、真空阀60、连接管92及真空泵91构成的抽真空结构具有结构简单的优点。制造压铸模具联系方式压铸浇口是什么意思?

压铸件所采用的合金主要是有色合金,至于黑色金属(钢、铁等)由于模具材料等问题,较少使用。而有色合金压铸件中又以铝合金使用较多,锌合金次之。 下面简单介绍一下压铸有色金属的情况。压铸有色合金的分类 受阻收缩 混合收缩 自由收缩 铅合金 -----0.2-0.3% 0.3-0.4% 0.4-0.5% 低熔点合金 锡合金 锌合金--------0.3-0.4% 0.4-0.6% 0.6-0.8% 铝硅系--0.3-0.5% 0.5-0.7% 0.7-0.9% 压铸有色合金 铝合金 铝铜系 铝镁系---0.5-0.7% 0.7-0.9% 0.9-1.1% 高熔点合金 铝锌系镁合金----------0.5-0.7% 0.7-0.9% 0.9-1.1% 铜合金,各类压铸合金推荐的浇铸温度 合金种类 铸件平均壁厚≤3mm 铸件平均壁厚>3mm 结构简单 结构复杂 结构简单 结构复杂。
这一类型中包括渗氮、离子渗氮、碳氮共渗、氧氮共渗、硫氮共渗以及硫碳氮、氧氮硫三元共渗等方法。这些方法处理工艺简便、适应性强、扩渗温度较低(一般为480~600℃)、工件变形小,尤其适应精密模具的表面强化,而且氮化层硬度高、耐磨性好,有较好的抗粘模性能。3Cr2W8V钢压铸模具,经调质、520~540℃氮化后,使用寿命较不氮化的模具提高2~3倍。美国用H13钢制作的压铸模具,不少都要进行氮化处理,且以渗氮代替一次回火,表面硬度高达HRC65~70,而模具心部硬度较低、韧性好,从而获得优良的综合力学性能。压铸模具的常见问题有?

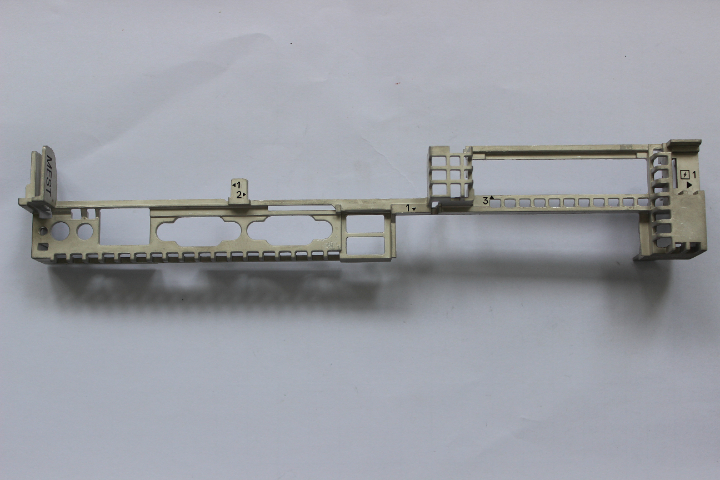
产生这种缺陷的原因有:①首先进入型腔的金属液形成一个极薄的而又不完整的金属层后,被后来的金属液所弥补而留下的痕迹形成表面裂纹;②模温过低;③内浇口截面积过小及位置不当产生喷溅;④作用于金属液上的压力不足。结合试模中的生产工艺及可能的原因,分析认为:造成产品缺陷的主要原因应在内浇口设置不当;通过将试模样品的浇道部分(见图3)进行了解剖分析发现,内浇口处的分流锥较长,结构不合理,造成了内浇口长度过长(一般内浇口长度为2 mm左右即可),导致金属液填充过程中压力损失较大,金属液填充能量不足。针对这种情况,对分流锥做了修改,改进后的分流锥见图4。经过再次试模验证,分流锥更改后,彻底解决了原有的成形不良问题,铸件品质得到了改善,满足了客户的要求。压铸模具浇口设计及分析方法。宁波本地压铸模具生产厂家
压铸模具是干什么的?宁波定制压铸模具口碑推荐
WS焊机与激光焊机的原理是一样的,都是通过脉冲点焊的方式进行的。相对于激光焊来说更方便更灵活,焊丝直径0.1 -2.0mm ,同时上面内置氩弧焊的功能,这样更方便灵活。涂镀技术作为模具强化技术的一种,主要应用在塑料模、玻璃模、橡胶模、冲压模等工作环境相对简单的模具表面处理。压铸模具需要承受冷热应力交替的苛刻环境,所以一般不使用涂镀技术来强化压铸模具表面。但近年来,有报道采用化学复合镀的方法强化压铸模具表面,以提高模具表面抗粘着性、脱模性。该方法在铝基压铸模具上将聚四氟乙烯微粒浸润后进行(NiP)-聚四氟乙烯复合镀。实验证明,此方法在工艺上和性能上均为可行,降低了模具表面的摩擦系数。宁波定制压铸模具口碑推荐
宁波双耀机械有限公司总部位于浙江省宁波市北仑区春晓乐海路292号5幢1号22室,是一家我司专注生产设备全自动冷室压铸机5台、280T-800T数控加工中心15台、数控车床8台、模具加工设备、加工中心、雕刻机、电脉冲、线切割、若干台。模具涉及种类有:汽车零部件、舷外机、园林机、通用机、灯具、等各类产品。的公司。公司自创立以来,投身于新能源,汽车配件,铝压铸产品,铝压铸模具,是机械及行业设备的主力军。宁波双耀机械继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。宁波双耀机械始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。
文章来源地址: http://wjgj.chanpin818.com/mojuog/yazhumo/deta_17138024.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。