[VIP第1年] 指数:3
[VIP第1年] 指数:3
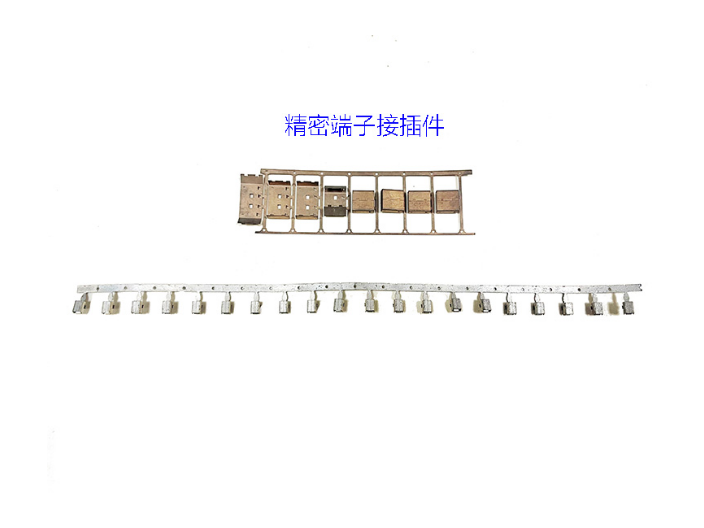
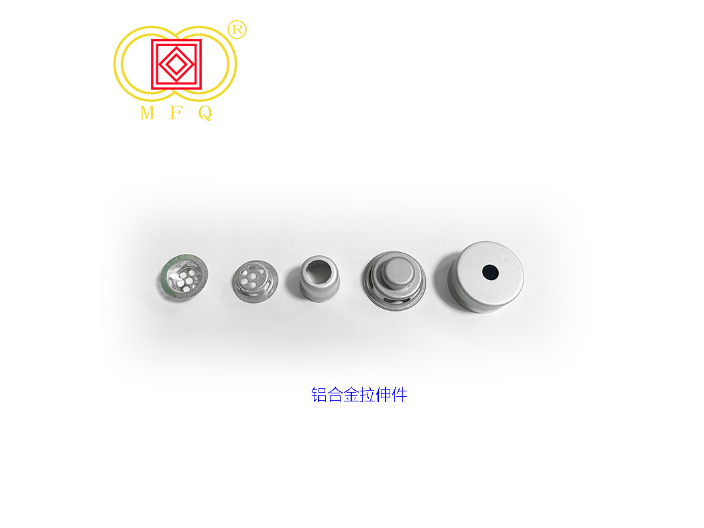
五金拉伸冲压件是五金冲压件里面做工比较精良的加工工艺,那么具体的深圳五金拉伸加工的类型有哪几种呢?精密五金收集了以下几种加工类型,和大家一起分享一下:1:圆筒拉伸加工类型带凸缘(法兰)圆筒产品的拉伸;法兰与底部均为平面形状,其中圆筒侧壁为轴对称,并且在同一圆周上变形均匀分布,宁夏拉伸件按需定制,宁夏拉伸件按需定制,让法兰上毛坯产生拉深变形;2:椭圆拉伸加工类型法兰上毛坯的变形为拉伸变形,但其中的变形量与变形比沿轮廓形状相应变化;其中曲率越大的部分,毛坯的塑性变形量就越大,同理,曲率越小的部分,毛坯的塑性变形也就越小;3:矩形拉伸加工类型通过一次拉伸成形的低矩形零件;拉伸时,凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,宁夏拉伸件按需定制,圆角处的变形程度大于直边处的变形程度。 工业铝型材拉伸操作规程及注意事项。宁夏拉伸件按需定制
拉伸件是金属冲压件的一种,应用也非常。对于拉伸件加工厂,会有各种类型的冲压件,包括圆柱形、椭圆形、锥型、矩形等等。这些都是常见的拉伸件类型。当然,对于某些产品,需要更复杂的拉伸件形状。接下来,小编将向您介绍拉伸件的主要类型。1.圆柱形拉伸件产品底部平整,筒外壁中间对称,变形均匀分布在同一圆周上,使板材或带材形成拉伸变形。2.椭圆拉伸件坯料变形为拉伸变形,但变形量和变形率沿轮廊形状相对变化。曲率越大,坯料的塑性变形越大。反之,曲率越小,坯料的塑性变形越小。3.矩形拉伸件拉伸时,凸缘变形区圆弧处的拉伸摩擦阻力超过直边处,圆弧处的变形水平超过直边处。4.锥型拉伸件超过拉伸加工极限的拉伸加工商品需要拉伸几次才能加工。在前一过程中拉伸过程的拉伸件之后,在后一过程中进行再拉伸过程。法兰宽度为拉伸件,首先次拉伸时拉伸到指定的法兰直径,第二次拉伸后法兰直径保持不变。5.异形拉伸件由于拉伸程度大,设计复杂,材料变形量大,成形力由材料接触模具的部分总面积传递,极易造成毛坯材料因零件过多而软化甚至开裂,需要多次拉伸过程才能缓慢成形。 宁夏拉伸件按需定制正常拉伸率仍不能消除弯曲、扭拧或不能使几何尺寸合格时,上海工业铝型材应通知操作手停止挤压。

设计中的注意事项凸、凹模尺寸的确定:凸、凹模落料刃口尺寸,与制件外形尺寸基本稳合,因为落料是在拉伸成形后进行的。但是当模具把拉伸成形后的片子从板料上切割下来后,上模还会进一步的往下行走合适的距离,进行整形,在整个的拉伸过程中,材料会有一定量的延展性,在确定凸、凹模落料刃口尺寸时,需要减掉这个材料的延伸量,但是这个延伸量没有准确的固定公式套用,需要用经验数据来定。通过现场实物试验的形式,来确定凸、凹模的刃口尺寸。经试验得出凸、凹模刃口尺寸。上模主要由模柄、导套、上模座、凸模压料板等组成;下模主要由凹模、冲钉、导柱、下模板、顶件销等组成。模具工作过程:拉伸下料时,把板料放在定位架上,用定位钉固定好位置。上模下行时,凸模先接触板料,在凹模的作用下,带动板料变形,在这个时候,脱料、压料板同时压住板料(这时的压料力较小),随着上模的不断下行,下模凸模接触到板料,在制件变形的过程中,冲孔工序也在进行着,压料力随着上模的不断下行而越来越大,以保证制件凸缘随着变形的加深,边缘不起皱。上模到达下止点,制件成形,凸模与凹模外圈也接触到,切割下整个制件,压料板压紧制件凸缘,起到整形作用。上模回升。
1、冲压方向的断定零件的冲压方向是断定拉伸技术首先要遇到的疑问它不光决议能否拉伸出满意的拉伸件,并且还影响到技术弥补有些的多少和压料面的形状。合理断定冲压方向应满意以下3方面的需求。(1)确保凸模可以进入凹模。如图1a所示,凹模右方下边的形状向外凸出,凸出点超越凹模口尺度,使凸模不能进入凹模,这个拉伸方向是不能进行拉伸的,有必要改动拉伸方向,使凸模可以进入凹模。如图1b所示,将图1a沿顺时针方向旋转一个视点.使凸棋可以进入凹模。(2)使凸模触摸毛坯的面积大。触摸面越大,触摸面与水平面的夹角越小.毛坯越不易发作有些应力过载而使零件发生决裂。资料在拉伸时贴模功能进步,简单取得完好的凸模形状,有利于进步零件的变形程度。(3)压料面各有些进料阻力要均匀牢靠。拉伸深度均匀是确保压料面各有些进料阻力均匀牢靠的首要条件。而压料面各有些进料阻力均匀是确保拉伸件不起皱、不开裂的重要确保。2、合理添加技术弥补圈分为了完成拉伸,往往要在制件的基础上添加技术弥补有些,然后到达满意的拉伸作用。技术弥补的好坏是拉伸件描绘水平的重要象征,合理的添加技术弥补有些应满意以下3方面的需求:(1)该工序拉伸的需求。(2)压料面的需求。。 当起皱严重时,还会导致材料在拉伸/过程中通过凹模和凸模之间的间隙。
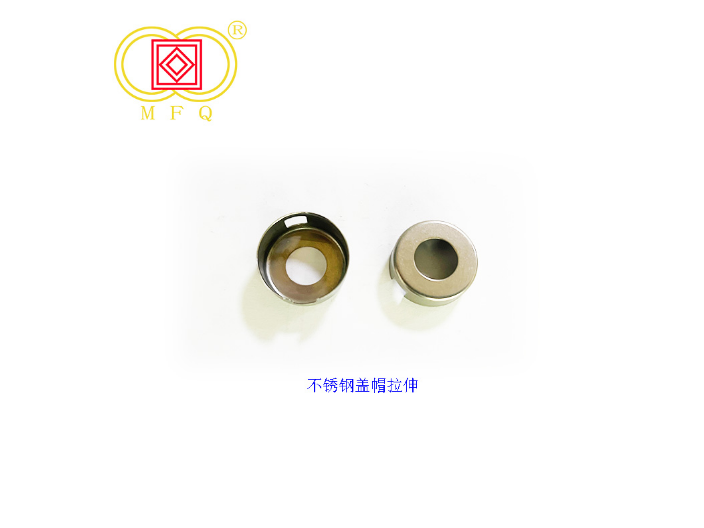
如何消除不锈钢拉伸件残余应力?喷砂可以吗?传统的时效方法有:热时效、振动时效、自然时效、静态过载时效、热冲击时效等。喷砂不可以。机械加工过程中,特别是铸锻焊件,在冷热加工过程中,产生残余应力,高者在屈服极限附近。构件中的残余应力大多数表现出很大的有害作用;如降低构件的实际强度,降低疲劳极限,造成应力腐蚀和脆性断裂。并且由于残余应力的松弛,使零件产生翘曲,的影响了构件的尺寸精度。因此降低构件的残余应力,是十分必要的。板材的厚度多少都会存在偏差问题,通常在偏差允许的范围内,五金冲压件加工应该选用下偏差的板材,从而节约生产五金冲压件的采购成本问题。板材卷宽的选择五金冲压件加工在多种的钢板规格中,无论是卷板或者是定尺版,一样的材质、料厚的材料,而卷宽不同,销售的价格也会大有不同。故而,要想降低成本,就要从采购卷宽的制定采取办法,在保证材料利用率的前提下尽量选取不加价的卷宽。比如对于定尺板尽量选择合适的规格尺寸,从钢厂剪切完成后,不必进行二次剪切,从而的降低了剪切的费用;对于卷板,比较好选择开卷成形的卷料规格及工艺,减少二次剪切的工作量,以此提高工作效率。 采用必要的润滑,有利于拉伸工艺的顺利进行,改善壁面减薄。宁夏拉伸件按需定制
钳口夹持型材时,手不要握在被夹持的部位。宁夏拉伸件按需定制
拉伸件设计图纸上尺寸标注的注意事项:拉伸件由于各处所受应力大小各不相同,使拉伸后的材料厚度发生变化。一般来说,底部保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。拉伸件产品尺寸的标准方法:在设计拉伸产品时,对产品图上的尺寸应明确注明必须保证外部尺寸或内部尺寸,不能同时标注内外尺寸。拉伸件尺寸公差的标注方法:拉伸件凹凸圆弧的内半径以及一次成形的圆筒形拉伸件的高度尺寸公差为双面对称偏差,其偏差值为国标(GB)16级精度公差值的一半,并冠以±号。与金属拉伸件相比不锈钢拉伸件有什么优点?不锈钢拉伸件通过多次均匀拉伸,拉伸件的精度就会得到很大的进步,假如在前期的制作过程中出现故障时,也能对其进行从头拉伸,然后减少了作废品的发生。而金属拉伸件的材料、厚度、形状及尺寸,在进行冲压工艺和模具设计时,应该特别注意金属拉伸件的毛坯尺寸计算,虽然金属拉伸件不大,但是深度尺寸相对较大。 宁夏拉伸件按需定制
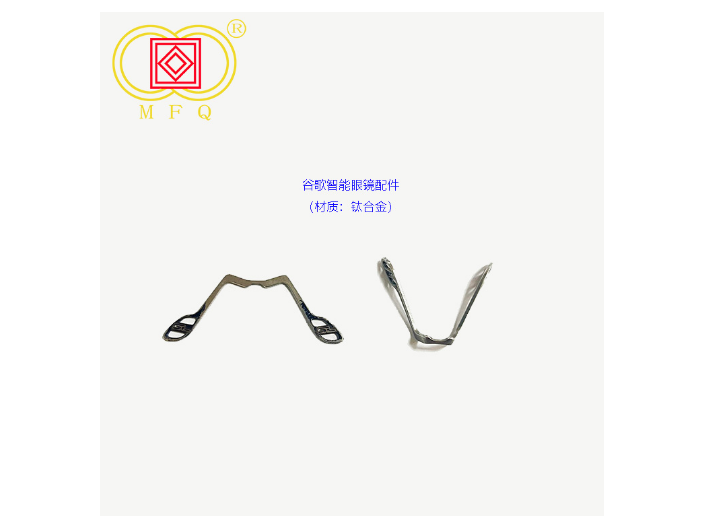
深圳市铭丰庆五金制品有限公司成立于2004-12-09年,在此之前我们已在五金冲压,精密弹簧,精密五金模具,眼镜配件行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司业务不断丰富,主要经营的业务包括:五金冲压,精密弹簧,精密五金模具,眼镜配件等多系列产品和服务。可以根据客户需求开发出多种不同功能的产品,深受客户的好评。公司秉承以人为本,科技创新,市场先导,和谐共赢的理念,建立一支由五金冲压,精密弹簧,精密五金模具,眼镜配件**组成的顾问团队,由经验丰富的技术人员组成的研发和应用团队。在市场竞争日趋激烈的现在,我们承诺保证五金冲压,精密弹簧,精密五金模具,眼镜配件质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。
文章来源地址: http://wjgj.chanpin818.com/qtwjgj/deta_17744905.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。