[VIP第1年] 指数:3
[VIP第1年] 指数:3
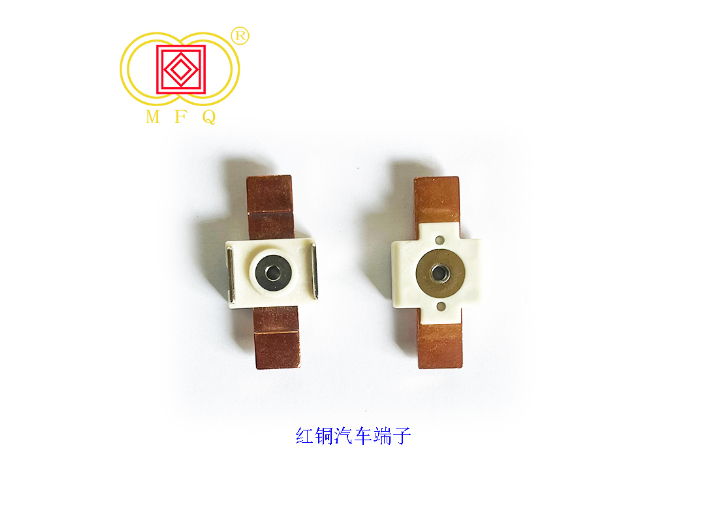
工业铝型材拉伸操作规程及注意事项:给大家科普一下工业铝型材拉伸操作规程及注意事项1、检查油压系统是否漏油,空气压力是否正常。2、检查传输带、冷床、储料台是否有破损和擦伤型材之处。3、拉伸前要确认型材的长度,再预定拉伸率,确定拉伸长度,即主夹头移动位置。4、根据型材的形状确认夹持方法,大断面空心型材,可塞入拉伸垫块,但要尽量足够的夹持面积。5、当型材冷却至50℃以下时,开能拉伸型材。6、当型材同时存在弯曲和扭拧时,应先矫正扭拧后拉弯曲。工业铝型材7、..,湖南TB4钛合金凸台成型拉伸件、二根进行试拉,湖南TB4钛合金凸台成型拉伸件,确认预定拉伸率和夹持方法是否合适。目视弯曲、扭拧、检查型材的平面间隙、扩口、并口,如不合适要适当调整拉伸率。8、正常拉伸率仍不能消除弯曲、扭拧或不能使几何尺寸合格时,上海工业铝型材应通知操作手停止挤压。9、冷却台上的型材不能互相摩擦、碰撞、重叠堆放,湖南TB4钛合金凸台成型拉伸件、防止擦花。铝型材工艺要求:1、型材冷却温度≤50℃。两排料之间要有一定的距离,防止相互擦伤。2、拉伸时两端的夹持方向要一致。尾夹头夹好后,主夹头才能拉伸。主夹头卸压后,钳口打开前、主夹头不要回程。工业铝型材拉伸注意事项:钳口夹持型材时,手不要握在被夹持的部位。 使产品沿边缘切线方向形成不均匀的褶皱,称为起皱。湖南TB4钛合金凸台成型拉伸件

数控加工表面粗糙度的影响因素都有哪些呢?数控加工表面粗糙度都由哪方面影响因素影响的呢?就由昆山屏蔽罩厂家带大家来了解一下。数控加工表面几何特性包括表面粗糙度、表面波度、表面加工纹理几个方面。表面粗糙度是构成加工表面几何特征的基本单元。用金属切削刀具加工工件表面时,表面粗糙度主要受几何因素、物理因素和数控加工工艺因素三个方面的作用和影响。(1)几何因素从几何的角度考虑,刀具的形状和几何角度,特别是刀尖圆弧半径、主偏角、副偏角和切削用量中的进给量等对表面粗糙度有较大的影响。(2)物理因素从切削过程的物理实质考虑,刀具的刃口圆角及后面的挤压与摩擦使金属材料发生塑性变形,严重恶化了表面粗糙度。在数控车床加工塑性材料而形成带状切屑时,在前刀面上容易形成硬度很高的积屑瘤。它可以代替前刀面和切削刃进行切削,使刀具的几何角度、背吃刀量发生变化。积屑瘤的轮廓很不规则,因而使工件表面上出现深浅和宽窄都不断变化的刀痕。有些积屑瘤嵌入工件表面,更增加了表面粗糙度。切削加工时的振动,使工件表面粗糙度参数值增大。(3)工艺因素从工艺的角度考虑其对五金零件加工表面粗糙度的影响。 山西拉伸件是什么根据型材的形状确认夹持方法,大断面空心型材,可塞入拉伸垫块,但要尽量 足够的夹持面积。

从各种五金冲压模具的开发和制造经验来看,光明不锈钢拉伸件模具比较难处理,不锈钢冲压回弹的问题有时也比较麻烦。目前还没有准确可靠的回弹计算公式。冲压材料的力学性能汽车上有不同强度的金属冲压件,从普通板材到高强度板材。不同的板材具有不同的屈服强度。板材的屈服强度越高,越容易回弹,尤其是DP系列双相高强钢。2、冲压材料的厚度在成型过程中,板材的厚度对弯曲性能有很大的影响。随着板材厚度的增加,回弹现象会逐渐减少。这是因为随着板材厚度的增加,参与塑性变形的材料增加,弹性回复变形也增加。因此,减少了回弹。随着厚板零件材料强度水平的不断提高,回弹引起的零件尺寸精度问题也越来越严重。模具设计和后工序调试需要了解零件回弹的性质和大小,以便采取相应的对策和补救方案。3、冲压件的形状和复杂程度不同形状的零件具有非常不同的回弹。一般形状复杂的零件在成型不到位时会进一步成型,防止回弹,而一些异形零件更容易发生回弹,如U型零件。分析成形过程时必须考虑回弹补偿。4、模具零件脱模板夹持力脱料板的压边力冲压工艺是一项重要的工艺措施。通过不断优化压边力,可以调整材料的流动方向,改善材料的内应力分布。
拉伸件拉伸模的加工特点:1.凸模和凹模之间的间隙应保持一致。对于没有导向设备的拉伸模,应放置一块来调整冲头和模具的正确设备方向;对于导向拉伸模,装配时凸模和凹模之间的间隙应均匀。2.该材料在拉伸变形过程中具有良好的致密性和弹性变形,因此在冲头和模具硬化前必须进行试冲和修整,这种材料易于加工,耐磨性好。拉伸试验模具合格后,根据试验模具条件制造冲裁模具。3.对于没有导向设备的拉伸模,需要放一块来调整冲头和模具的正确装置方向;装配导向拉伸模时,凸模和凹模之间的间隙应均匀。4.拉伸模通常先制造。拉拔试验模具合格后,根据试验条件制作落料模具。设计时应充分考虑模具零件的可加工性和模具维护的方便性。5.拉伸模的加工质量越来越受到人们的重视,因此通过改进零件来提高拉伸模的质量是一个重要因素。将生产过程看成是一个具有输入和输出的生产系统。
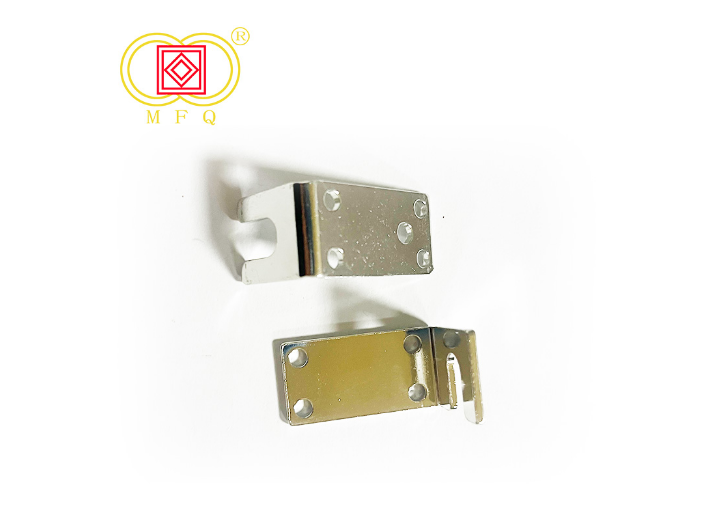
模具结构及工作过程该模具的结构,上模主要由模柄、导套、上模座、凸模压料板等组成;下模主要由凹模、冲钉、导柱、下模板、顶件销等组成。模具工作过程:拉伸下料时,把板料放在定位架上,用定位钉固定好位置。上模下行时,凸模先接触板料,在凹模的作用下,带动板料变形,在这个时候,脱料、压料板同时压住板料(这时的压料力较小),随着上模的不断下行,下模凸模接触到板料,在制件变形的过程中,冲孔工序也在进行着,压料力随着上模的不断下行而越来越大,以保证制件凸缘随着变形的加深,边缘不起皱。上模到达下止点,制件成形,凸模与凹模外圈也接触到,切割下整个制件,压料板压紧制件凸缘,起到整形作用。上模回升,废料顶件销打出冲孔废料,同时顶件杆18顶起凹模,取出制件,落圆片→定位拉伸→冲孔等工序完成。在制件进行变形的过程中,中间的拉伸力会使周围的材料向中间聚拢变形,摩擦力会陡然上升,制件容易起皱、破损,在加工时,需在板料或是模具上涂润滑油,以减小摩擦力,同时必须有压板压着以减小变形。 一般来说,拉伸模具用氮气弹簧或胶水比较好,不太容易起皱开裂。山西拉伸件是什么
构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的。湖南TB4钛合金凸台成型拉伸件
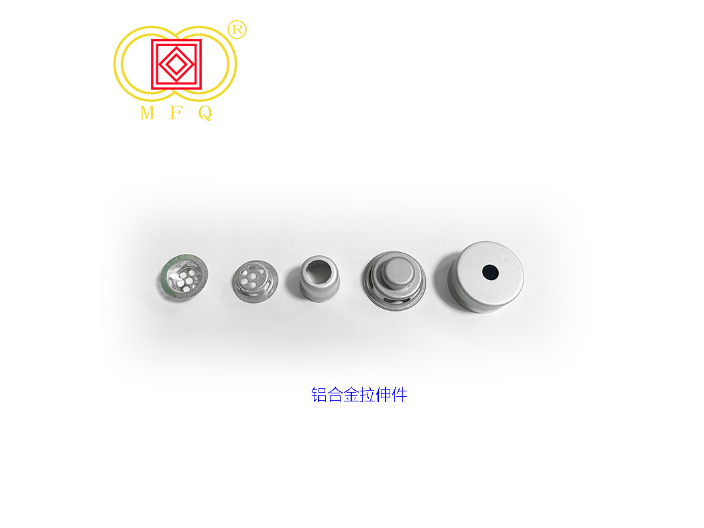
冲压模具拉伸件产品质量会出现哪些问题呢?在拉伸件拉伸的过程中主要会有这些问题:起皱、开裂、厚薄不均、表面划伤、形状扭曲、回弹等。在这些现象中,起皱和破裂对产品质量有很大影响。当这两个问题出现时,产品一定不能交付,必须进行调整。有这两个问题的产品只能报废,客户不会要的。1、起皱在拉伸,过程中,材料周围的切向应力过大,导致材料失去稳定性,使产品沿边缘切线方向形成不均匀的褶皱,称为起皱。当起皱严重时,还会导致材料在拉伸/过程中通过凹模和凸模之间的间隙,增加拉伸的变形力,甚至导致昆山拉伸件拉伸开裂。不稳定现象不仅取决于材料边缘的切向应力,还取决于拉伸件的厚度。一般来说,拉伸模具用氮气弹簧或胶水比较好,不太容易起皱开裂。为什么呢?因为氮气弹簧或者优利胶的力一般是平衡的,不会出现力不均的问题。氮气弹簧之所以比ULI橡胶好,是因为它功能强大、平衡,但是它的价格比橡胶贵很多倍,所以很多工厂买不起。一般只有稍微大一点的工厂才能用得起氮气弹簧。优利胶用久了会缩水,强度也不会像当初那么大,必须换新的,但是价格比氮气弹簧便宜很多。为了防止起皱,可以使用压边圈,在某些地方称为压料筋。
湖南TB4钛合金凸台成型拉伸件
文章来源地址: http://wjgj.chanpin818.com/qtwjgj/deta_19175433.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。