[VIP第1年] 指数:3
[VIP第1年] 指数:3
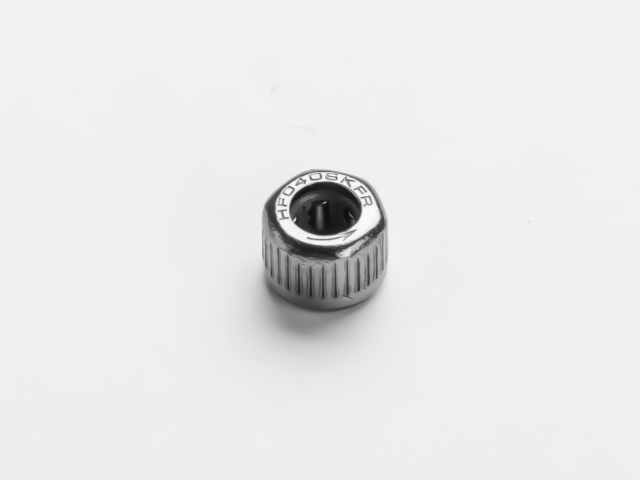
自锁角是由楔块的结构来决定的,内外圈上的点分别用用楔块和其连接。楔块的设计中有一个很低的初始自锁角来确保开始时一定的结合。随着扭矩的增加,楔块上将产生一个可是使楔块滚道偏转的径向力,导致了楔块滚转到了一个新的位置。楔块经常被设计成有一个可以逐渐增大的自锁角,与它从超越位置一直到较大承受载荷的位置一样。比较大的自锁角可以减小由楔块产成的径向力,因此只要在伸长量和布氏硬度极限的要求内允许较大扭矩被传递。粉末冶金单向轴承运行平稳,降低了设备的振动和噪音,提高了工作环境质量。高精度粉末冶金单向轴承
世界粉末冶金的生产重心逐步往中国转移,日本的产量出现了明显的下降。根据中国粉末冶金协会的统计,2009和2010和2011 汽车用粉末冶金的单车用量分别为3.1和3.6和3.76kg/辆,用量增长趋势明显,在经历了2012 年短暂的下滑后,2013年又重回3.71kg/辆的水平。粉末冶金属于滑动轴承的一种,用多孔材料制成、润滑油储存在孔隙中。多孔材料和润滑油的热膨胀系数不同,所以高速运转的时候油从孔隙中被挤入摩擦面,停止运转的油又随温度下降被吸回孔隙,但过程会有小量的油被挥发。苏州粉末冶金单向轴承厂家供应在高温环境下,粉末冶金单向轴承能够保持稳定的性能,不易因温度变化而失效。

介绍几种用途广和较重要的轴承材料:1. Cu一Sn一Ni轴承合金,日本研究用于磁带录象机、电影机械、录音机输带辊用的轴承材料。2.铸铁切屑粉末轴承,美国Rensselaer理工学院工程材料系等,研究用铸铁机械加工屑制成的粉,加工成自润滑轴承。此种材料受到重视的原因是:① 原料丰富,估计每年铸铁机械加工屑的产量超过铁基粉末冶金零件的产量;② 由于灰铸铁在机械加工时一般不用切削油作为润滑剂,因此切屑不受油污染;③切屑脆而容易粉碎成粉末;④粉末退火后压制性良好。
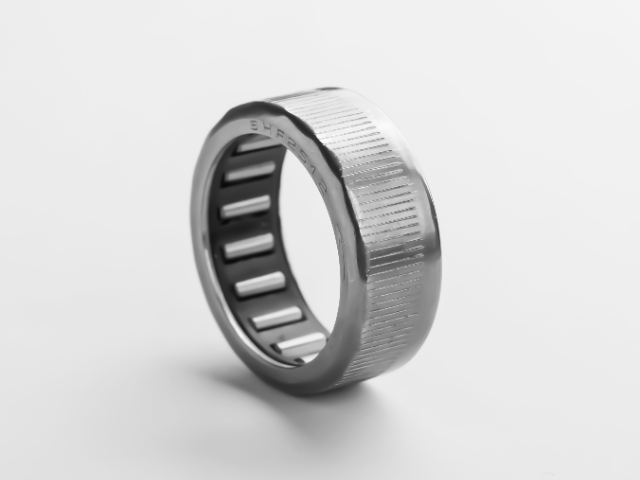
粉末冶金技术在轴承中的应用情况,随着经济的不断发展,机械行业的需求不断增大。而轴承作为机械行业中的重要零件,在一定程度上制约了机械的性能。而粉末冶金技术可以通过精细加工来生产出高精度的、成型复杂的、高耐磨、高耐蚀的轴承。可以生产出成型复杂的轴承件,粉末冶金技术是通过小颗粒的金属粉与添加剂进行高压成型,再通过高温烧结而形成的。相对于传统的机械加工而言,粉末冶金技术可以生产出形状复杂的轴承件,这样可以避免了传统加工中的加工误差和原材料的浪费。粉末冶金单向轴承结构简单,易于加工,能够承受高负载和高转速的工作环境。

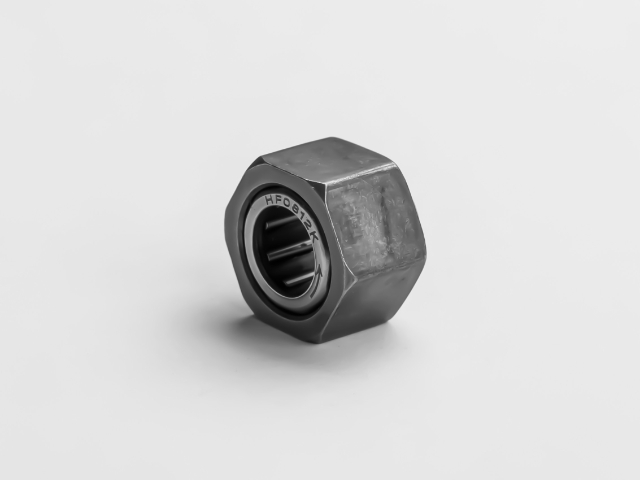
粉末冶金含油轴承粉重怎么计算?含油轴承中用的较多的是粉末冶金含油轴承。通过制备粉料、成形、烧结和浸渍润滑油等主要工序制成的轴套叫做粉末冶金含油轴承。那么粉末冶金含油轴承粉重怎么计算的呢?粉末冶金技术厂家这里围绕这个问题给大家讲解下,希望能给您带来帮助!在高速、轻载下工作的含油轴承要求含油量多,孔隙度宜高;在低速、载荷较大下工作的含油轴承要求强度高,孔隙度宜低。这种轴承发明于20世纪初,因其制造成本低、使用方便,得到了普遍应用,现在已成为汽车、家电、音响设备、办公设备、农业机械、精密机械等各种工业制品发展不可或缺的一类基础零件。含油轴承分为铜基、铁基、铜铁基等。粉末冶金技术还可以通过添加润滑剂等改良剂料,进一步优化轴承的使用特性。苏州粉末冶金单向轴承厂家供应
轴承的几何形状和尺寸可以根据具体设计要求进行定制,以满足不同设备的需求。高精度粉末冶金单向轴承
参数选择:1.宽比径:因为轴套两端的空隙度一般比中间部位小,故轴套不宜过窄;2.压入过盈量:应该用压力机将轴套压入轴承座,不许用锤击打;3.轴套外径与轴承座孔应为过盈配合;4.选择轴承座孔径公差时,应使较大过盈不大于二倍平均过盈,较小过盈不小于平均过盈的二分之一 5.轴套压入轴承座后,轴套孔径会收缩变小,确定轴颈尺寸时,应考虑到该收缩量,轴套孔径收缩量与过盈量轴套内外径尺寸和孔隙度有关;6.材料弹性较大,轴承座刚度较大时,需要按较大值计算孔径收缩量,反之,按较小值计算孔内收缩量 。高精度粉末冶金单向轴承
文章来源地址: http://wjgj.chanpin818.com/zhouchengnr/gdzcwe/deta_22255711.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。