[VIP第1年] 指数:3
[VIP第1年] 指数:3
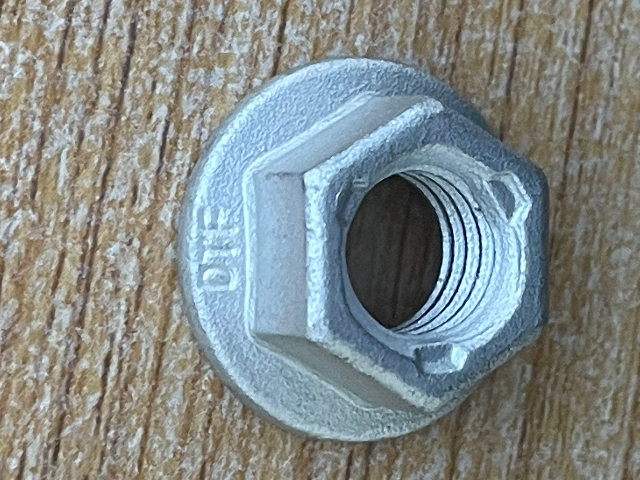
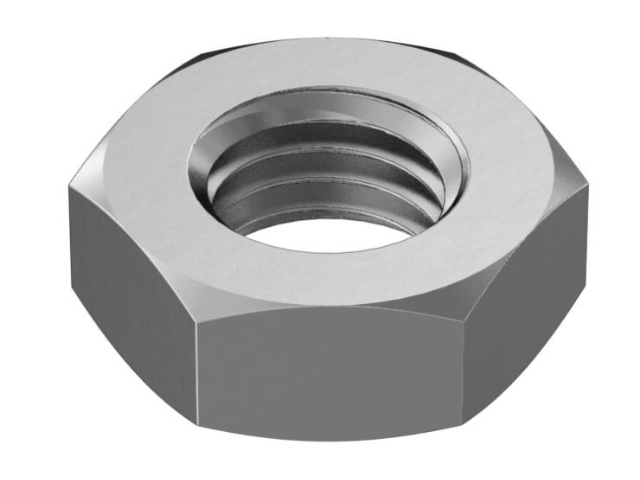
锁紧螺母其他名:根母、防松螺帽、纳子。用途:锁紧通丝外接头或其他管件。螺母的工作原理是采用螺母和螺栓之间的摩擦力进行自锁的。但是在动载荷中这种自锁的可靠性就会降低。在一些重要的场合我们就会采取一些防松措施,保证螺母锁紧的可靠性。其中用锁紧螺母就是其中的一种防松措施。锁紧螺母也有三种:第一种是用两个一样的螺母拧在同一支螺栓上,在两个螺母之间附加一个拧紧力矩,使得螺栓连接可靠。第二种是**的防松螺母,需要和一种可以防松垫片一起使用。**的防松螺母不是六角螺母,而是一中圆螺母,在螺母的圆周上开有3个、4个、6个或者8个缺口(视螺母大小和生产厂家产品系列不同而异),这几个缺口既是拧紧工具的着力点,又是防松垫片卡口的卡入处。第三种是在螺母的外圆表面至内圆螺纹面钻有贯穿的螺纹孔(一般是2个,在外圆面呈90分布),用来拧入小直径的沉头螺钉,目的是给螺纹施加一个向心方向的力,防止锁紧螺母松开。市场上销售的质量比较好的锁紧螺母在螺母的内圆面镶有与该锁紧螺母螺纹一致的铜制小块,用于避免径向顶紧螺钉直接与被锁螺纹接触而损坏后者。这种锁紧螺母在旋转运动类零件的轴端锁紧场合逐步开始应用,比如滚珠丝杠安装端轴承的防松。想要订购发黑螺母,请直接联系无锡晋德五金制品有限公司!无锡彩锌8级螺母订做

其特征在于,所述拧紧机转盘为间歇式运动方式,为圆盘式结构,分六个工位,转盘驱动采用机械式凸轮分割器,其工位顺序依次为:工位1-铜管上料和铜管出料工位、工位2-松铜螺母和取铜螺母工位、中间工位-涂油工位、工位3-塑料螺母上料和塑料螺母拧紧工位、工位4-铜管上料和铜管出料工位、工位5-松铜螺母和取铜螺母工位、中间工位-涂油工位、工位6-塑料螺母上料和塑料螺母拧紧工位;涂油工位扦插在工位2与工位3之间;根据工位的顺序拧紧机依次设置自动松/取螺母机构、自动涂油机构、自动送/拧紧螺母机构、分割器、自动松/取螺母机构、自动涂油机构、自动送/拧紧螺母机构、分割器,所述拧紧机还设有驱动系统及电控系统。2.根据权利要求1所述的一种接管螺母自动拧紧机,其特征在于,所述拧紧机具有卡料、缺料的检测停机功能。3.根据权利要求1所述的一种接管螺母自动拧紧机,其特征在于,所述转盘每次间歇转动前,具有色灯警示,以警示操作人员手离开转盘。4.根据权利要求1所述的一种接管螺母自动拧紧机,其特征在于,所述转盘直径600-1OOOmm05.根据权利要求1所述的一种接管螺母自动拧紧机,其特征在于,所述控制系统具有PLC和文本显示器。无锡特点8级螺母8级螺母 价格靠谱,欢迎咨询无锡晋德五金了解!

单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R~,砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到**后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。4)螺纹研磨用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。5)攻丝和套丝攻丝(用丝锥攻丝)是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。套丝(用板牙套丝)是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内﹑外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床﹑钻床﹑攻丝机和套丝机。6)螺纹滚压用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。螺纹滚压一般在滚丝机。
《冷连轧低碳钢板及钢带》及企业标准与BZJ407-1999标准相比有主要变化:(1)对牌号进行了修改和整合,牌号由常用8种,整合为5种。St12改为DC01;ST13改为DC03;St14、St15改为DC04;BSC2改为DC05;St16、St14-T、BSC3改为DC06。(2)表面质量级别由两种修改为三种:较高级的精整表面(FB),表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、辊印及氧化色等。高级的精整表面(FC)产品二面中较好的一面无肉眼可见的明显缺欠,另一面必须至少达到FB的要求。超高级的精整表面(FD)产品二面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面必须至少达到FB的要求。(3)表面结构由四种修改为两种,并增加了表面粗糙度的控制值。表面结构为麻面(D)时的平均粗糙度Ra按μm。(4)取消了五种牌号化学成分中Si和残余元素的规定,对C、S、Alt等元素的含量进行了修改。购买螺母 ,欢迎咨询无锡晋德五金。

其螺纹尺寸及按公差按GB193、GB196和GB197规定。螺母的工作温度范围应符合:不经电镀处理的全金属螺母:-50℃~+300℃。经电镀处理的全金属螺母:-50℃~+230℃;嵌入非金属元件的螺母:-50℃~+120℃。本标准不适用于有特殊性能要求的螺母(如焊接性能和耐腐蚀性能)。对不锈钢、有色金属以碳钢或合金钢制造的细牙锁紧螺母或薄螺母,经双方协议可采用本标准规定的有效力矩的性能指标及试验方法。[1]锁紧螺母影响因素编辑锁紧螺母比较大拧出力矩受多方面因素的影响。对于锁紧螺母低周疲劳性能的研究,螺纹中径、螺旋升角和牙型斜角均保持不变,*螺纹片比较大弹性恢复力FNmax和当量摩擦角ρe在重复使用后会出现一定程度的改变。因此,*需从这两方面对锁紧螺母承受循环载荷时比较大拧出力矩的变化规律进行分析。1、材料应变硬化材料在循环加载时,会出现“循环应变硬化”或“循环应变软化”现象,即在等幅循环应变情况下,应力幅会随循环次数的增加而出现增加或降低的现象。经过若干循环后。应力幅进入循环稳定状态。锁紧螺母的低周疲劳是在应变为常数的情况下进行的,螺纹片的应变硬化或软化将会影响其比较大拧出力矩的大小。用于制造锁紧螺母的合金钢属于循环应变硬化材料。无锡晋德五金为大家介绍螺母的优势.无锡好的8级螺母订做价格
无锡晋德五金的8级螺母服务,欢迎咨询了解!无锡彩锌8级螺母订做
母细牙GB/T·盖形螺母GB923-88·1型六角螺母GB/T6170-2000·1型六角螺母细牙GB/T6171-2000·六角薄螺母GB/T·非金属嵌件六角锁紧薄螺母GB/T·六角薄螺母细牙GB/T6173-2000·六角薄螺母无倒角GB/T6174-2000·2型六角螺母GB/T6175-2000·2型六角螺母细牙GB/T6176-2000·六角法兰面螺母GB/T·六角法兰面螺母细牙GB/T·1型六角开槽螺母-A和B级GB6178-86·1型六角开槽螺母-C级GB6179-86·2型六角开槽螺母-A和B级GB6180-86·六角开槽薄螺母-A和B级GB6181-86·2型非金属嵌件六角锁紧螺母GB/T6182-2000·非金属嵌件六角法兰面锁紧螺母GB/T·非金属嵌件六角法兰面锁紧螺母细牙GB/T·1型全金属六角锁紧螺母GB/T6184-2000·2型全金属六角锁紧螺母GB/T·2型全金属六角锁紧螺母细牙GB/T·2型全金属六角锁紧螺母9级GB/T6186-2000·全金属六角法兰面锁紧螺母GB/T·全金属六角法兰面锁紧螺母细牙GB/T·1型六角开槽螺母细牙A和B级GB9457-88·2型六角开槽螺母细牙A和B级GB9458-88·六角开槽薄螺母细牙A和B级GB9459-88·焊接方螺母GB/T13680-92·焊接六角螺母GB/T13681-92·平头铆螺母GB/T·沉头铆螺母GB/T·小沉头铆螺母GB/T·120°小沉头铆螺母GB/T·平头六角铆螺母GB/T·精密机械用六角螺母G。无锡彩锌8级螺母订做
文章来源地址: http://wjgj.chanpin818.com/jgjljjlg/luomugu/deta_27058050.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。