[VIP第1年] 指数:3
[VIP第1年] 指数:3
砂轮是一种由粗颗粒的磨料化合物黏合在一起的圆形物体,它可以凭借其外缘表面上无数硬,福建镜面轧辊磨砂轮定制、锐、耐温的小磨粒,通过高速的回转运作对工作物表面进行切削磨除。在此过程中,福建镜面轧辊磨砂轮定制,砂轮还能不断地自生利颗粒与磨屑空隙(气孔),因此在工业领域中是一类非常重要的加工工具。精磨通常会选用细粒度的砂轮进行研磨,但细粒度的砂轮因为磨料小,砂轮密度较高,福建镜面轧辊磨砂轮定制,切削力相对不足,也因此气孔的散热排屑不易作用,砂轮出现磨料钝化的机率变高,表面粗糙度不易达到。四砂泰山磨具相信信誉来源于品质品质来源于素质。福建镜面轧辊磨砂轮定制

在选用树脂砂轮时既要考虑它的磨削能力又要考虑工件磨削精度,树脂砂轮既要有适中的耐用度,又要保证微量的消耗,且始终保持良好的自锐性。然后根据所选砂轮标号制订合理的加工工艺,保证磨削压力的均匀一致。不同类型的基体材质,机械性能不同,对磨削效果会产生明显的影响。切入磨通常适用于磨削圆柱体、圆锥体以及有阶梯或者成形回转表面层的工件,如齿轮轴等,但磨削表面层的长度不能超过砂轮的宽度,通过磨不适用于有阶梯的圆柱形工件,比较适用于细长圆柱形、无中心孔的短轴以及套类等工件。福建镜面轧辊磨砂轮定制四砂泰山磨具志存高远,脚踏实地,求是创新,奋发图强。

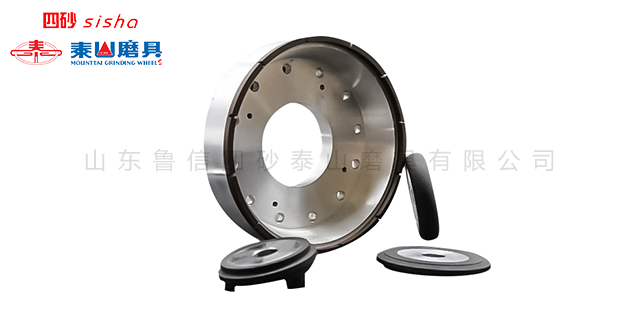
结构特点:镜面轧辊磨砂轮的结构特点主要包括以下几个方面:砂轮基体,通常采用较高的强度、高硬度的钢材制作,能够承受高速旋转和较大的压力。磨粒层,由磨粒和结合剂组成,磨粒可以是金刚石、碳化硅等硬质材料,结合剂可以是树脂、金属等,用于固定磨粒。磨削液通道,用于输送冷却和润滑磨削液,降低磨削过程中的温度和摩擦。磨削液喷孔,将磨削液喷洒到磨削区域,保持磨削液的流动和循环。镜面轧辊磨砂轮的制造工艺包括以下几个主要步骤:材料选择,选择适合的砂轮基体材料和磨粒材料,根据具体的应用要求确定。
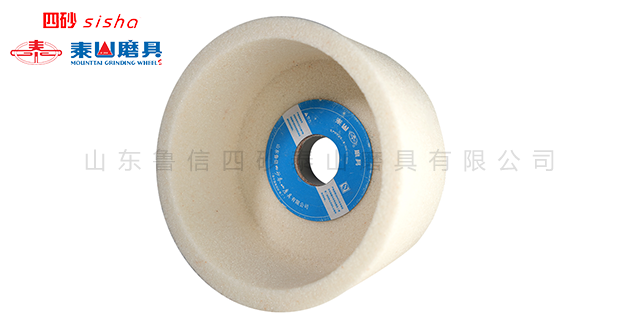
陶瓷结合剂应用较广,在磨削过程中形状保持性好,实用于粗精磨(如内圆、外圆、平面磨削等)、成型磨(如磨螺纹、磨齿轮等)、磨曲轴以及各种刃具磨削。此外,可用陶瓷结合剂制造大气孔砂轮,用于磨橡皮、塑料和其它硬度低而韧性大的材料。加层磨曲轴砂轮的特征是:砂轮组成分三层,两侧面磨料粒度较粗,中间部位粒度较细,一般情况下是侧面硬度高于中间部位硬度。它的这种结构就是为解决曲轴成型磨削时,曲轴轴颈、R角及止推面烧伤问题。山东鲁信四砂泰山磨具有限公司拥有专业的设计人员和经验丰富的技术团队。

二个因素是工件与磨削蜗杆接触时的阴影效应,阴影效应描述了与工件接触的一磨对随后立即与材工件接触的磨粒的耦合的影响。用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠、螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。提到硬脆材料的切割加工,绝不能少的就是砂轮。四砂泰山磨具在线为您提供服务!山东鲁信四砂泰山磨具有限公司本着“从基础做起,一步一个脚印,稳扎稳打”的创业宗旨。广西大气孔轧辊磨砂轮价格
山东鲁信四砂泰山磨具有限公司多方位满足不同层次的消费需求。福建镜面轧辊磨砂轮定制
切入磨是将工件放置在托架和导轮之间,依靠导轮细微的轴向推力,使得定位支撑在托架上。而通过磨是通过三点定位方式来定位工件的,依靠托架、砂轮和导轮来进行定位,可以通过操作使得工件达到较G水平的尺寸精度和同心度。热膨胀的部分,除了气孔以外,内盘选择较较高的强度的内盘,如陶瓷等材质,这些材料本身热膨胀系数较低,可以避免砂轮因为热膨胀出现过度走刀的状况,加上陶瓷本身具有耐冲击的特性,在对应高硬度工件时可以有更稳定的研磨结果。福建镜面轧辊磨砂轮定制
文章来源地址: http://wjgj.chanpin818.com/moju/shalun/deta_19469567.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。