[VIP第1年] 指数:3
[VIP第1年] 指数:3
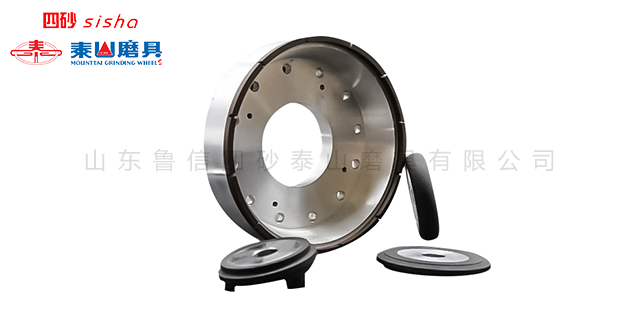
砂轮主轴采用磨削主轴(SPL)直驱方式,减少了中间传动环节,提高了传动精度。在主轴内部装有动平衡系统,用来平衡砂轮主轴在高速旋转时产生的不平衡量,提高了磨齿表面质量,同时可大幅提高主轴系统平稳性,延长了主轴系统寿命。切齿时,锯片必须处于水平状态,其表面应垂直于齿轮切割机冲头的冲孔方向,且不得倾斜。同时,锯片边缘应与导轨平行,开齿后的齿距和齿高应均匀。开齿时,如手动开齿器应留有1~1.5mm的磨削余量,若采用自动开齿机,则可留有0.5~1mm的磨削余量,过大或过小都会浪费锯片和砂轮。山东鲁信四砂泰山磨具有限公司欢迎国内外客户实地考察合作,互利共赢、共同发展!河北磨齿砂轮多少钱

磨削时间法是较直接、较常用的评估方法。它指的是砂轮从全新状态开始使用,到因磨损严重而无法继续使用(即达到磨削失效标准)所经历的总磨削时间。这个时间可以反映砂轮在特定加工条件下的耐用程度。然而,由于加工条件、工件材料和砂轮材质的差异,不同砂轮的磨削时间可能大相径庭。在某些情况下,砂轮的寿命可能以磨削次数来衡量。这种方法适用于加工过程较为稳定、每次磨削条件基本一致的场景。通过记录砂轮从全新到失效所经历的磨削次数,可以大致评估其使用寿命。但需要注意的是,磨削次数的多少同样受到多种因素的影响,如工件材料、磨削参数等。河北磨齿砂轮多少钱四砂泰山磨具制造技术、现代工艺装备和“四砂”优良品质于一体。

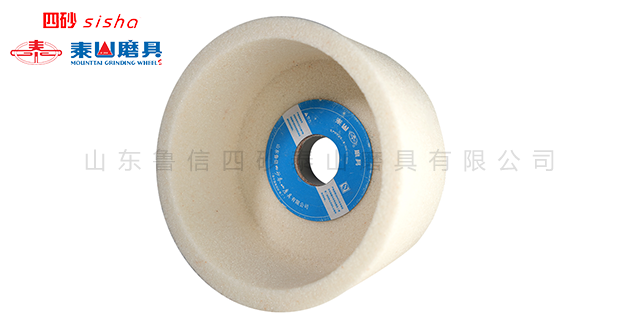
砂轮的硬度是指其抵抗被刻入的能力。硬度高的砂轮耐磨性好,但自锐性差;硬度低的砂轮则相反。在选择砂轮硬度时,需综合考虑齿轮材料的硬度、磨削条件以及砂轮的使用寿命等因素。一般来说,齿轮表面硬度越高,选择的砂轮硬度应越软,以便更好地适应齿轮表面的硬度变化,提高磨削效率和加工质量。不同的磨削方式需要不同形状和尺寸的砂轮。对于平面磨削,通常选择平行砂轮;对于内孔磨削,通常选择碗形砂轮;对于小模数、多齿数的齿轮磨削,通常选择碟形砂轮。在选择砂轮形状和尺寸时,需根据具体的磨削方式和加工要求来确定。
在安装和拆卸砂轮过程中,操作人员应佩戴适当的个人防护用具,如护目镜、手套等,以防止飞溅的砂粒或碎片造成伤害。在拆卸砂轮时,要特别注意避免损坏磨齿机的主轴。使用工具和正确的方法进行操作,以免对主轴造成划痕或变形。无论是安装还是拆卸砂轮,都应轻拿轻放,避免砂轮受振或磕碰而产生内伤。同时,应确保砂轮在搬运和储存过程中不受强烈振动和冲击。定期对砂轮进行维护和保养,如清洗、修整和更换等。同时,对磨齿机进行定期检查和维修,确保其处于良好的工作状态。山东鲁信四砂泰山磨具有限公司企业价值观:以人为本,顾客满意,沟通合作,互惠互利。

了解加工要求:在选择砂轮粒度之前,需要充分了解齿轮加工的具体要求,包括齿轮的材质、尺寸、精度和表面粗糙度等。这些要求将直接影响砂轮粒度的选择。选择合适的砂轮粒度:根据加工要求选择合适的砂轮粒度。在粗加工阶段可以选择较粗的砂轮粒度以提高加工效率;在半精加工和精加工阶段可以选择更细的砂轮粒度以提高齿轮的表面质量。优化加工工艺:在选择合适的砂轮粒度后,还需要对加工工艺进行优化。可以通过增加磨削次数、提高磨削速度、调整磨削压力等方式来提高加工效率和表面质量。山东鲁信四砂泰山磨具有限公司用良好的质量,合理的价格为您服务。河北磨齿砂轮多少钱
山东鲁信四砂泰山磨具有限公司建立双方共赢的伙伴关系是我们孜孜不断的追求。河北磨齿砂轮多少钱
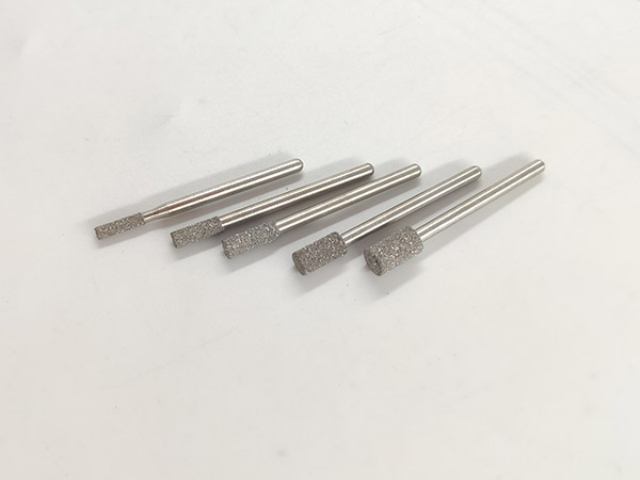
磨齿---磨齿与铣齿相似,磨轮在锯齿两侧形成齿尖。但磨削过程中挤压变形小,磨削齿尖非常锋利,无毛刺。在磨削过程中,砂轮可以随时修整,因此砂轮的磨损对齿形影响不大,齿高差可控制在0.03-0.05mm之间。在铣齿过程中,铣刀在锯齿的两侧形成齿尖。由于铣削的挤压变形,齿尖会产生圆角和大毛刺。随着铣刀的磨损,圆角和毛刺会越来越大。齿轮加工介绍成法磨齿的切削速度运动与滚齿相似,是一种齿形精加工工作方法,特别是企业对于淬硬齿轮,往往是作为一种非常稀少的精加工处理方法。展成法磨齿可以设计采用蜗杆砂轮磨削,也可以选择采用锥形砂轮或碟形砂轮磨削。河北磨齿砂轮多少钱
文章来源地址: http://wjgj.chanpin818.com/moju/shalun/deta_25284577.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。