[VIP第1年] 指数:3
[VIP第1年] 指数:3
砂轮主轴采用磨削主轴(SPL)直驱方式,减少了中间传动环节,提高了传动精度。在主轴内部装有动平衡系统,用来平衡砂轮主轴在高速旋转时产生的不平衡量,提高了磨齿表面质量,同时可大幅提高主轴系统平稳性,延长了主轴系统寿命。切齿时,锯片必须处于水平状态,其表面应垂直于齿轮切割机冲头的冲孔方向,且不得倾斜。同时,锯片边缘应与导轨平行,开齿后的齿距和齿高应均匀。开齿时,如手动开齿器应留有1~1.5mm的磨削余量,若采用自动开齿机,则可留有0.5~1mm的磨削余量,过大或过小都会浪费锯片和砂轮。山东鲁信四砂泰山磨具有限公司始终以适应和促进工业发展为宗旨。云南磨伞齿砂轮厂家

内圆磨床的砂轮主轴转速很高,可磨削圆柱、圆锥形内孔表面。普通内圆磨床只适于单件、小批生产。自动和半自动内圆磨床除工作循环自动开展外,还可在加工中自动测量,大多用于大批量的生产中。采用蜗杆气砂轮进行蜗轮蜗杆和多齿齿轮磨削精度较高,加工效率也是普通气砂轮所并相比的,并且气砂轮的规格是定制的。在电镀气砂轮中,工作层中金属结合剂对磨粒包镶很严密,接触很充分,固结很牢固,把持力很大,正是由于结合力强的特性,才允许电镀制品使用高浓度而不会导致磨料过早脱落,这种特性是粉末成型不能比拟的。云南磨伞齿砂轮厂家山东鲁信四砂泰山磨具有限公司在生产上采用先进的加工技术。

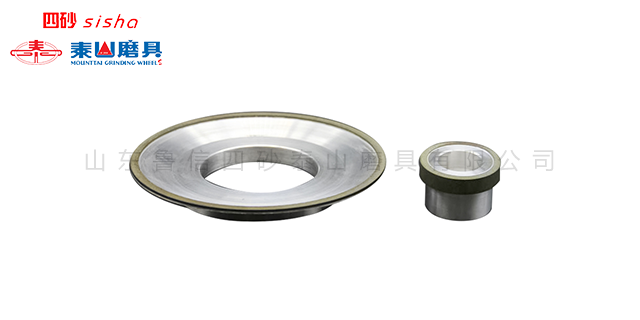
成形磨齿实际情况:先将砂轮移向修整器位置,由修整器修整成形砂轮。再将砂轮移动到齿轮工件的磨削位置,砂轮径向走刀,并作横向运动。加工完工件的一个齿槽后,由分度头旋转分度,加工下一个齿槽。所有的齿一刀径向进刀量全部加工完之后,重复上述过程,直到将所有的磨齿余量去除,齿轮公法线达到标准公法线长度。伞齿磨砂轮为独特的杯形砂轮,并带有底盘。杯形砂轮需要修形,从而与锥形齿轮形面啮合。磨削过程中,主要以砂轮轴向进给为主。
蜗杆砂轮磨齿过程中,砂轮型面不断被磨损,一般由于砂轮磨料种类、结合剂、磨料浓度和被磨齿轮的差异,磨削齿轮十几件到几十件不等,就需要修整蜗杆砂轮。修整蜗杆砂轮需要用蜗杆金刚石滚轮。蜗杆金刚石滚轮是蜗杆磨齿机的基础部件,跟据被磨削齿轮的具体要求,诸如标准渐开线、鼓形齿、倒角齿等,金刚石滚轮需要设计和被加工成相对应的形状。不同型号磨齿机的金刚石滚轮其外圆部位是滚轮的易损坏部位。在磨齿过程中,砂轮的运动轨迹往往很复杂。四砂泰山磨具努力营造创新环境,推进自主创新。

此种方法可以加工企业效率和加工产品精度均较低,只适用于单件小批以及生产。成形磨齿,也属于一种成形法加工,因砂轮不易修整,使用情况较少。夹片安排结实平稳可靠,是磨刀质量重要部位,任何磨刀时夹片安排不行有一点点松动,不然磨齿简单构成过失。不论磨削锯片任何部位,磨头磨削行程非常重要,一般要求砂轮超出工件1毫米或退出1毫米为宜,不然齿面发生二面刀刃。磨刀一般设置有粗、精、研磨三个不同程序选择,视对产品要求度选择,磨削前角时主张运用精磨程序。冷却液磨齿好坏决议在于磨削液,磨削时发生许多钨鸪,金刚砂轮粉,不及时冲刷刀具外表及清洗砂轮气孔,构成外表研磨刀具无法磨出光洁度,没有满足冷却也会烧合金。山东鲁信四砂泰山磨具有限公司多方位满足不同层次的消费需求。云南磨伞齿砂轮厂家
山东鲁信四砂泰山磨具有限公司不断加强经营管理,保证产品质量。云南磨伞齿砂轮厂家
深磨法具有以下特点:通过一次纵向切削,磨削掉全部的余量(通常为直径的0.2~0.6mm)。在磨削过程中,工件的圆周进给速度和纵向进给速度都很慢,砂轮前端被修整成阶梯形或锥形。深磨法的生产效率约为纵磨法的两倍,精度可达到IT6级,表面粗糙度值Ra为0.4~0.8mm,然而,修整砂轮较为复杂,只适用于大批量生产,并且被加工面两端允许砂轮超出较大距离的工件。无心外圆磨削法是将工件放置在磨削砂轮和导轮之间,并在下方有一托板。磨削砂轮(也称为工作砂轮)会旋转,从而起到切削的作用。云南磨伞齿砂轮厂家
文章来源地址: http://wjgj.chanpin818.com/moju/shalun/deta_23818885.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。