[VIP第1年] 指数:3
[VIP第1年] 指数:3
工件材料:根据工件材料的硬度、脆性、韧性等特性选择合适的砂轮。对于高硬度材料,如硬质合金、陶瓷等,优先选择绿碳化硅砂轮;对于硬度较低的材料,如铸铁、有色金属等,可根据加工精度和成本要求选择黑碳化硅砂轮或绿碳化硅砂轮。加工精度要求:如果对加工精度和表面质量要求较高,应选择绿碳化硅砂轮;对于一般的加工要求,黑碳化硅砂轮可能已经能够满足需求。在保证加工质量的前提下,如果需要提高生产效率,可根据工件材料和加工工艺选择合适的砂轮。四砂泰山磨具制造技术、现代工艺装备和“四砂”优良品质于一体。湖南轴承沟道磨砂轮

砂轮粒度是指砂轮中磨粒的大小,通常用粒度号来表示。粒度号越大,表示磨粒越细;粒度号越小,表示磨粒越粗。砂轮粒度的大小直接影响着砂轮的切削能力和加工表面质量。根据磨粒的大小,砂轮粒度可分为粗粒度、中粒度和细粒度。一般来说,粒度号在12#—36#之间的为粗粒度砂轮,粒度号在46#—100#之间的为中粒度砂轮,粒度号在120#以上的为细粒度砂轮。砂轮的切削能力主要取决于磨粒的锋利程度和数量。粗粒度砂轮的磨粒尺寸大,容屑空间大,在磨削过程中,单个磨粒的切削厚度大,切削力大,能够快速去除材料,因此磨削效率高。湖南轴承沟道磨砂轮山东鲁信四砂泰山磨具有限公司运用高科技,不断创新为企业经营发展的宗旨。

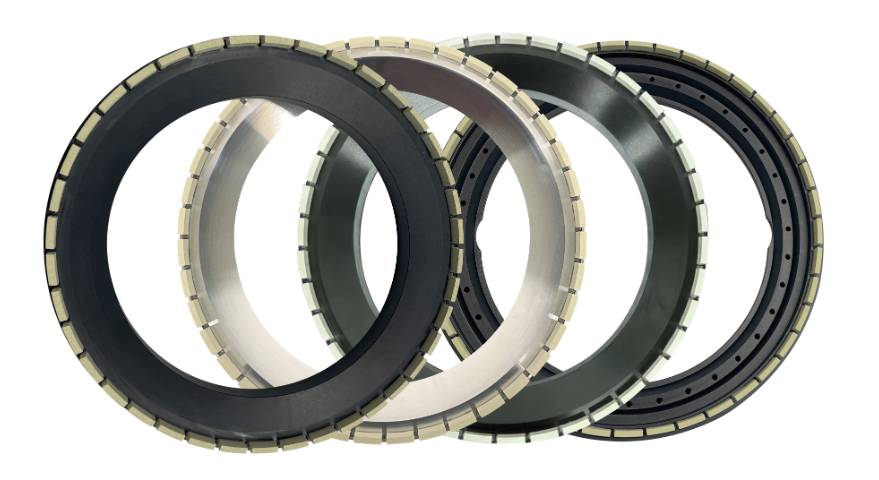
此外,合理选择金刚石颗粒的规格对于修整砂轮和保证加工质量也非常重要,磨内沟可选用0.8克拉金刚石,磨外沟可选用0.25克拉金刚石。为了确保外圈的加工质量,需要严格控制磨削过程中的各项参数,如砂轮的修整量、进给速度、磨削深度等。同时,要定期检查砂轮的磨损情况,及时进行修整和更换。此外,采用先进的检测设备和方法,如三坐标测量仪和表面粗糙度仪,对外圈的尺寸精度和表面质量进行实时监测和反馈,以便及时调整加工工艺。圆柱滚子外径磨削的特点是批量大、精度要求高,目前主要采用无心贯穿式磨削方法。
对于高速砂轮,必须同时满足静平衡和动平衡,以确保磨削过程的稳定性和安全性。不平衡的砂轮在旋转时会产生振动,导致磨粒切削轨迹不稳定,工件表面出现振纹或划痕,影响轴承的几何精度和表面质量。同时,振动还会加速主轴轴承、导轨等部件的疲劳损坏,增加设备维护成本。轴承作为机械设备中的关键零部件,其性能直接影响着整个机械系统的运行精度、可靠性和使用寿命。在轴承制造过程中,磨削加工是确保轴承达到高精度、高质量要求的关键工序。而砂轮作为磨削加工的重点工具,其性能和选择直接决定了轴承的磨削质量。山东鲁信四砂泰山磨具有限公司奉创新为立业之本。

在轴承制造行业中,磨砂轮作为关键的加工工具,其性能直接影响到轴承的加工质量和生产效率。其中,磨砂轮的粒度作为磨砂轮的重要参数之一,对加工效果有着至关重要的影响。轴承磨砂轮的粒度是指磨料颗粒的大小,通常用粒度号来表示。粒度号越大,表示磨料颗粒越细;粒度号越小,表示磨料颗粒越粗。在轴承加工过程中,选择合适的粒度号对于保证加工效果至关重要。粒度对磨削效率的影响主要体现在磨削速度和材料去除率两个方面。较粗的磨料颗粒能够更快地去除工件表面的材料,因此磨削速度较快。山东鲁信四砂泰山磨具有限公司凭借诚信、品质、共赢的经营理念获得业界的认可。湖南轴承沟道磨砂轮
山东鲁信四砂泰山磨具有限公司为企业打造高水准、高质量的产品。湖南轴承沟道磨砂轮
检查润滑系统的工作状态,定期添加润滑油以确保各机床轴承的润滑要求得到满足。同时检查各润滑点的润滑情况,及时添加润滑油以保持设备各部件的润滑状态良好。定期检查机床的精度并进行相应的调整和维护,避免因机床精度下降而影响磨削质量。这包括检查主轴的回转精度、导轨的平行度等关键参数。设备长期停用时应对其进行彻底检查和保养,清洁设备并做好防腐、保温和防潮工作以延长设备的使用寿命。轴承磨砂轮的维护与保养是确保其性能稳定和延长使用寿命的关键环节。湖南轴承沟道磨砂轮
文章来源地址: http://wjgj.chanpin818.com/moju/shalun/deta_27309591.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。