[VIP第1年] 指数:3
[VIP第1年] 指数:3
开端时,当铝铸件开端硬化时,一旦固化反响敏捷开端。因而,具有韧性强、强度高、气体塌陷小、功能好等特色,这是铝铸件复杂的铸造外表,确保了质量的稳定性和尺度精度。铝铸件所选用的外表工艺五光十色,其外表作用十分美观,外表作用十分细腻。经过对碱性抛光液系统的研究,比较了缓蚀剂和增粘剂对抛光作用的影响。成功地获得了抛光作用好的碱性溶液系统,获得了降低工作温度、延伸溶液运用时间的才能。同时,该添加剂可进步抛光作用和运用寿命。在碱性条件下,选用直流脉冲电解抛光办法对铝铸件进行抛光也是可行的。无锡协铸智能制造有限公司致力于提供专业的金属铸件,有需要可以联系我司哦!无锡机床铸件制造

风电铸件主要包括轮毂、底座、轴及轴承座、梁、齿轮箱部件(主要包括齿轮箱箱体、扭力臂、行星架)等,约占风电整机成本的8%~10%。根据中国铸造协会对风电设备行业平均水平进行测算,每MW风电整机大约需要20~25吨铸件,其中轮毂、底座、轴及轴承座、梁等合计约需15~18吨,齿轮箱部件约需5~7吨。风电设备行业的产业化分工较为成熟,整机厂商所需风电铸件一般由专业铸件企业配套供应。铸件企业根据整机厂商的规格和材质要求,进行产品的工艺设计开发和生产,实行以销定产的经营模式。涉及工序主要为毛坯铸造和精加工,销售上多采用一对一的直销模式,定价主要在考虑原材料成本以及铸造费用、精加工费用的基础上结合市场情况确定。无锡机床铸件工艺无锡协铸智能制造有限公司是一家专业提供金属铸件的公司,欢迎您的来电!

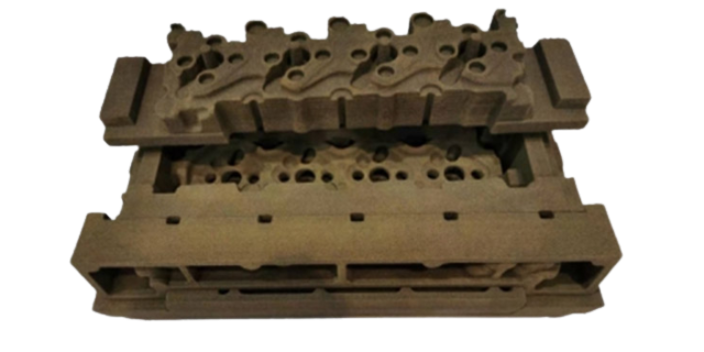
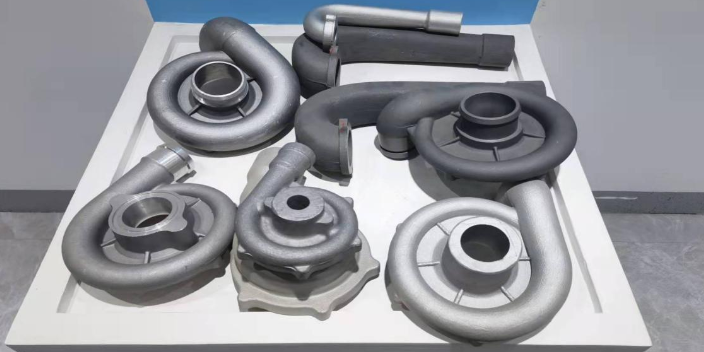
以某复杂铝合金铸件为例,通过采用3D打印砂型的手段来实现该产品的快速铸造,具有以下突出优点:(1)制造周期短。3D打印技术直接根据模型打印砂块,省去模具设计和加工的过程,工期可缩短两个月以上;(2)工艺灵活性高。在铸件研制阶段,需要不断的调节铸造工艺,模具修改困难。3D打印在工艺改进阶段只需要直接修改砂型数据,提高工艺研发效率;(3)降低组型难度,提高铸件尺寸精度。3D打印可以将传统分型的部分砂块整体打印出来,简化砂块的组型方案,同时保证铸件尺寸精度;(4)砂型透气性、溃散性良好。使用3D打印技术制备的砂型孔隙率高,不仅易于清理,而且透气性能良好,解决了呛火缺陷,并且能直接打印空心砂芯,进一步改善排气能力。
铝及铝合金的强度高通过必定程度的冷加工可强化基体强度,部分商标的铝合金还能够通过热处理进行强化处理。铝及铝合金材料不仅在市场占有率高并且在制造业中占比严重,尤其是在轻量化这一范畴,铝合金加工几乎是一枝独秀!而新能源汽车在轻量化这一范畴也是独占风头。铝合金坚持了质轻的特点,但机械功能明显提高。铝合金材料的特性是轻、容易加工、以及在可耐强度方面不像碳素纤维有一个较大受力规模。这是什么意思呢?也是说,碳素纤维因为有纤维的特性所以在必定的纤维方向上受力能力很强,但是在别的方向上的受力会很差。在制造一个比较大的零部件时或许会运用好几层碳素纤维,在超过受力能力时该零部件会像酥饼相同变得一层一层的。而铝合金在承受了必定的力气后,会渐渐变形再损坏。铝合金材料成本低,并且运用一种加工工艺能够大量生产同样的零部件,这也是它的特点之一。还有是铝合金容易加工和具有高度的散热性。特别是车辆引擎部分特别合适运用铝合金材料。这里几乎完全是铝合金的一家天下。此外,铝合金的加工工艺多种多样。通用性较强。金属铸件,就选无锡协铸智能制造有限公司,用户的信赖之选,有想法可以来我司咨询!

现阶段,在中国早已导致了一批在专业能力和管理制度上渐渐地迈进国际化经营滑轨,把握国外市场的高精密的机械设备加工制造业,她们推动了生产加工生产制造生产加工生产制造制造行业的迅速发展前途。2017年世界各国铝合金铸造总额/千美元在中国占全世界总价值的28.4%在中国这一极大的销售市场给高精密的机械设备加工制造业的发展前途出示了宽阔的室内空间设计设计方案方案设计设计方案。在我国销售市场持续扩大中国经济发展发展趋势发展趋向发展方向发展前景的髙速发展前途推动在我国的高精密的机械设备生产制造销售市场慢慢扩张,如汽车工业的髙速发展前途推动小汽车用高精密的机械设备生产制造出总值与品牌的迅速提高,房子建筑行业的发展前途推动工程建筑五金需要量猛增,在华合伙制企业立刻从本地域选购零件,原国外市场订单信息变成在我国销售市场订单信息等。精密铸件,就选无锡协铸智能。无锡重力铸件出样
金属铸件,就选无锡协铸智能制造有限公司,用户的信赖之选,欢迎新老客户来电!无锡机床铸件制造
不锈钢铸造是获取外形尺寸铸铁件操作过程的统称。较传统式砂型铸造加工工艺,精密铸造厂得的铸铁件外形尺寸、表层光滑度较高。因此在应用不锈钢铸件时,应当留意那些事宜呢?铸铁时要尤其注意的问题如下所示:1、为了避免不锈钢铸件发生白口铁,除开在加工工艺上采取一定的有效措施外,务必使其壁厚不可过薄。有資料表明,当不锈钢、铸铁、铜合金型铸铁件的厚度超过15毫米时,可以参照表1.1-32的规定;2、由于金属材料型芯和型芯的无让性,不锈钢铸造铸铁件的铸造倾斜度应当比砂型铸造件的铸造倾斜度稍大,通常大30%-40%。3、不锈钢铸件内部和内肋板的薄厚通常为连结外壁的0.5-0.6,不然因内部(肋骨)冷得慢,里外壁连接处易于发生裂缝。4、由于金属材料型排热性强,不锈钢铸造的厚度要比砂型铸造的铸铁件大一点,各种各样铸造铝合金、差异外形尺寸的铸壁薄厚。无锡机床铸件制造
文章来源地址: http://wjgj.chanpin818.com/mojuog/qitamojupg/deta_24016743.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。